 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
11-10-2016, 00:00
WIDIA wprowadza nowy gatunek węglika przeznaczony do frezowania tytanu i innych stopów żaroodpornych.
 |
 |
| WIDIA oferuje szeroką gamę frezów z wewnętrznym systemem chłodzenia, do których możemy zastosować płytki w gatunku WS40PM oraz innych gatunkach. |
Substrat WS40PM o dużej zawartości kobaltu zapewnia dużą odporność na uszkodzenia mechaniczne i sztywność krawędzi skrawającej, a wielofazowe pokrycie AlTiN-TiN PVD zapewnia dużą odporność na ścieranie. Czyni to nową technologię doskonałą do obróbki szerokiej gamy stopów żaroodpornych za bazie stali, stali austenitycznych i stali nierdzewnych, nadstopów na bazie niklu i tytanu, jak również Hastelloy i Nitronic.
Josef Fellner, menadżer działu Turning and Indexable Milling w WIDIA Products Group przekazał, że opracowany w ostatnim czasie przez firmę WIDIA nowy gatunek WS40PM został przetestowany przez naszych klientów z całego świata z różnych branż w warunkach produkcyjnych. Wyniki okazały się imponujące:
Jeden z producentów lotniczych poinformował o skróceniu o 90% czasu obróbki pojedynczego detalu i wydłużeniu żywotności freza o 50% podczas frezowania czołowego stopu tytanu Ti-6Al-4V.
Zużycie krawędzi płytek zmniejszyło się o ponad 90% w jednym z brytyjskich zakładów zajmujących się obróbką stopu Inconel 625, co pozwoliło zmniejszyć o 70% koszt oprzyrządowania.
Chiński producent turbosprężarek zanotował wydłużenie o 80% żywotności płytek w gatunku WS40PM przy obróbce stali nierdzewnej austenitycznej, przy równoczesnej poprawie jakości powierzchni, zmniejszeniu siły frezowania i poprawieniu spływu wióra.
W przypadku jeszcze innego komponentu tytanowego, platforma WS40PM/VSM490-15 dwukrotnie zwiększyła wydajność i zapewniła dłuższą o 80% żywotność frezu dzięki zwiększonej głębokości skrawania i zwiększeniu posuwu na ostrze przy frezowaniu czołowym i bocznym.
Laboratorium testowe producenta znanej marki narzędzi maszynowych potwierdziło zwiększenie szybkości usuwania metalu o 49% przy frezowaniu bocznym stopu Ti-6Al-4V.
W każdym przypadku narzędzia WS40PM konkurowały ze znanymi narzędziami z węglików spiekanych. Prędkość i posuw były takie same lub w niektórych przypadkach zwiększone, aby wykorzystać wyjątkową wytrzymałość, odporność na ścieranie i odporność na pękanie pod wpływem ciepła, jakie oferuje WS40PM.
Platformę WS40PM opracowano w odpowiedzi na potrzeby przemysłu lotniczego, obronnego i medycznego, gdzie elementy tytanowe są wykorzystywane w podwoziach, szynach do montażu siedzeń, implantach i narzędziach chirurgicznych. Przeprowadzone testy wykazały jednak, że WS40PM nadaje się do obróbki znacznie szerszej gamy materiałów niż tylko tytan. Wysokotemperaturowe stopy stali, stal austenityczna i stal nierdzewna, nadstopy niklu, takie jak Hastelloy i Nitronic - te materiały mogą prowadzić do uszkodzeń frezów wynikających z tworzenia się narostów na krawędzi tnącej, formowania się kraterów, odprysków oraz generowaniu dużych ilości ciepła, które w przypadku frezowania na mokro mogą prowadzić do powstawania pęknięć.
»Gatunek WS40PM o dużej zawartości kobaltu zapewnia dużą odporność na uszkodzenia mechaniczne i sztywność krawędzi skrawającej, a wielofazowe pokrycie AlTiN-TiN PVD zapewnia dużą odporność na ścieranie, » powiedział Mike Sperhake, specjalista WIDIA ds. frezowania. »Przy wstępnej prędkości frezowania 175 ft/min (53 m/min) osiągnęliśmy większą o 25-35% wydajność i dłuższą żywotność frezów, nawet przy obróbce bardzo twardych materiałów, takich jak Ti-5553 czy Super Duplex.»
Sperhake zaleca zrównoważone podejście do wyboru parametrów obróbki. »W miarę, jak zwiększa się szerokość frezowania, należy proporcjonalnie obniżać prędkość obróbki, » mówi. »To dlatego, że ilość ciepła przenoszonego na narzędzie znacząco wzrasta podczas obróbki ciężkiej. Przykładowo, przy zagłębieniu na około 90% będzie prawdopodobnie trzeba zredukować prędkość obrotową o 25% w zależności od materiału. Posuw również musi zostać nieco zmniejszony w zależności od konfiguracji i sztywności maszyny. Przy małej szerokości obróbki prędkość obrotową i posuw można oczywiście znacząco zwiększyć.»
»Pójście na skróty» jest częstym błędem popełnianym przy obróbce tytanu i innych trudnych materiałów, powiedział Sperhake, prowadzącym do obniżenia wydajności i skrócenia żywotności frezów. Przykładowo, problemy takie, jak narost na ostrzu i stępienie krawędzi mogą być wyeliminowane poprzez zwiększenie siły nacisku na frez. »Żywotność frezów, zwłaszcza w przypadku nadstopów jest zależna od posuwu, prędkości skrawania i szerokości frezowania. Każdy z tych parametrów wpływa na pozostałe.»
Sukces przy obróbce nadstopów wymaga jednak więcej, niż tylko dobrej jakości węglika. Sperhake zaleca również zwiększenie koncentracji płynu chłodzącego i zastosowanie do jego podawania wysokociśnieniowej pompy, gdzie tylko jest to możliwe. Istotny jest też dobór odpowiedniego typu freza. W przypadku freza walcowo-czołowego VSM490 firmy WIDIA o nowoczesnej konstrukcji płytek i głowicy możemy wybrać pomiędzy WS40PM oraz innymi gatunkami węglika.
Należy też dobrać rodzaj obrabiarki, oprawki i interfejsu wrzeciona. Do obróbki tytanu niezbędny jest układ o dużej sztywności. WIDIA oferuje platformę KM4X, która zdaniem globalnego menadżera produktu Billa Redmana jest »najmocniejszym obecnie połączeniem» i jest dostępna dla szerokiej gamy oprawek i obrabiarek.
Sperhake mówi, »Od dostawców części lotniczych po mały warsztat na rogu ulicy, wszyscy oczekują tego samego od systemu narzędziowego: większej dokładności, lepszego wykończenia powierzchni oraz dużej niezawodności i wydajności. Wszystkie te cechy, mające zapewnić sukces rynkowy chcemy dostarczyć klientom. WS40PM ma w tym swój duży udział.»
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
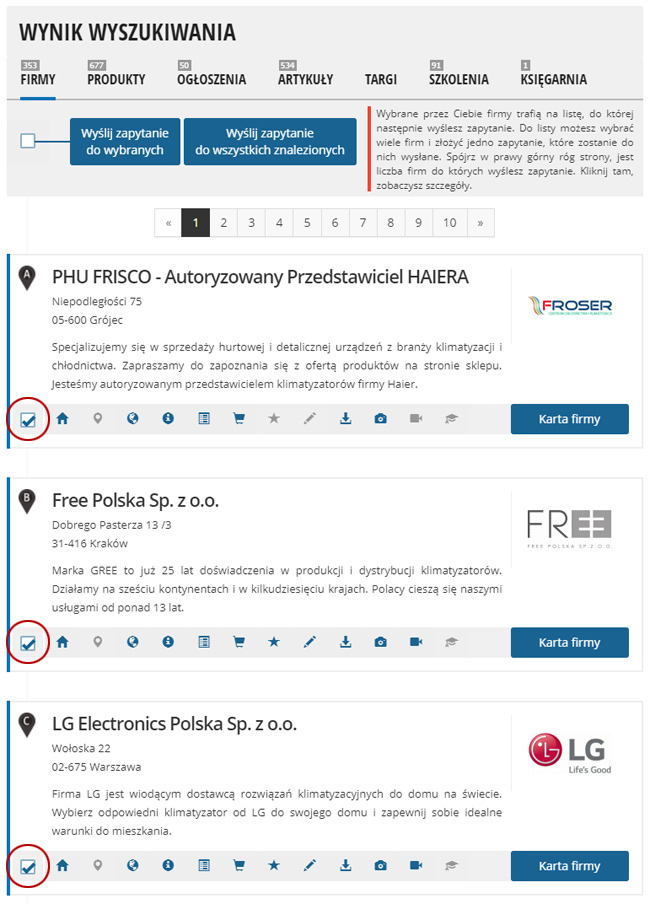
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
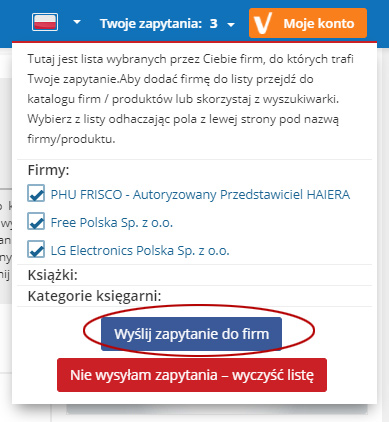
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
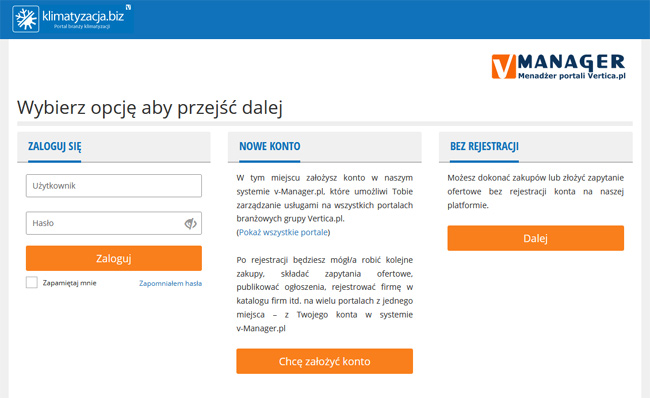
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
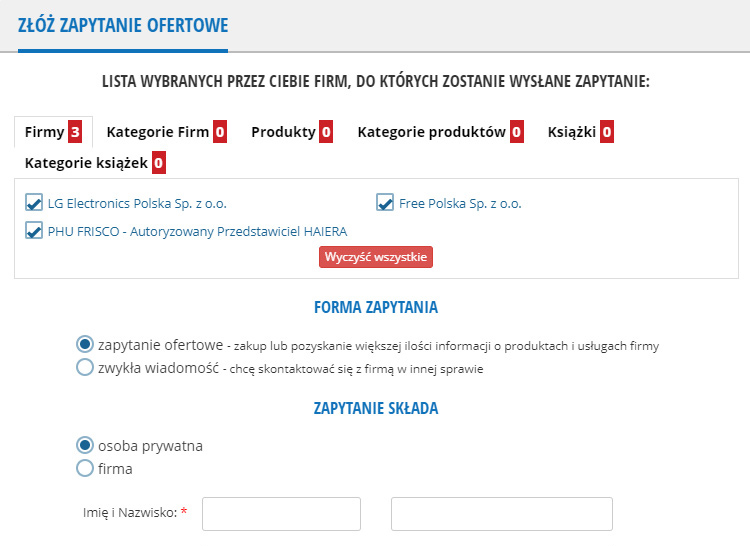
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.







