 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
08-01-2018, 00:00
Data publikacji: 21-12-2017
Stale na proste zbiorniki ciśnieniowe -- Wymagania techniczne dostawy blach, taśm i prętów
Zakres
W niniejszej Normie Europejskiej określono wymagania techniczne dostawy blach, taśm i prętów wykonanych ze stali zgodnie ze specyfikacjami dla pracujących pod ciśnieniem części prostych zbiorników ciśnieniowych zdefiniowanych w Dyrektywie 2014/29/UE (patrz Załącznik A) i w EN 286-1 do -3.
UWAGA Z chwilą opublikowania niniejszej Normy Europejskiej w Dzienniku Urzędowym UE (OJEU) jako zgodnej z dyrektywą 2014/29/UE, domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/29/UE ogranicza się do danych technicznych materiałów w niniejszej Normie Europejskiej i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy ESR dyrektywy 2014/29/UE są spełnione.
Data publikacji: 11-12-2017
Walcówka stalowa, pręty i drut do spęczania i wyciskania na zimno -- Część 1: Ogólne warunki techniczne dostawy
Zakres
W niniejszej części EN 10263 określono ogólne warunki techniczne dostawy okrągłej walcówki, prętów okrągłych i drutu do spęczania i wyciskania na zimno wykonanych ze:
a) stali niestopowych nie przeznaczonych do obróbki cieplnej po przeróbce plastycznej na zimno, jak określono w EN 10263-2;
b) stali niestopowych i stopowych do nawęglania, jak określono w EN 10263-3;
c) stali niestopowych i stopowych do ulepszania cieplnego, jak określono w EN 10263-4;
d) stali odpornych na korozję, jak określono w EN 10263-5.
Części 2, 3 i 4 niniejszej EN 10263 dotyczą wyrobów o średnicy do 100 mm włącznie. Część 5 dotyczy wyrobów o średnicy włącznie do:
– 25 mm ze stali ferrytycznych i austenityczno-ferrytycznych;
– 50 mm ze stali austenitycznych;
– 100 mm ze stali martenzytycznych.
W szczególnych przypadkach dodatkowe wymagania lub odstępstwa od niniejszej Normy Europejskiej mogą być przedmiotem uzgodnienia między zamawiającym i dostawcą przy zapytaniu ofertowym i zamawianiu (Patrz Załącznik A).
Dla wyrobów dostarczonych zgodnie z niniejszą Normą Europejską stosuje się także ogólne warunki techniczne dostawy wg EN 10021.
Data publikacji: 21-12-2017
Walcówka stalowa, pręty i drut do spęczania i wyciskania na zimno -- Część 2: Warunki techniczne dostawy stali nie przeznaczonych do obróbki cieplnej po przeróbce plastycznej na zimno
Zakres
Niniejszą część EN 10263 stosuje się do okrągłej walcówki, prętów okrągłych i drutu o średnicy do 100 mm włącznie, ze stali niestopowych i stopowych, przeznaczonych do spęczania i wyciskania na zimno, nie podlegających następnie obróbce cieplnej jako gotowe części.
Do niniejszej części EN 10263 niezbędna jest EN 10263-1.
Data publikacji: 21-12-2017
Walcówka stalowa, pręty i drut do spęczania i wyciskania na zimno -- Część 3: Warunki techniczne dostawy stali do nawęglania
Zakres
Niniejszą część EN 10263 stosuje się do okrągłej walcówki, prętów okrągłych i drutu o średnicy do 100 mm włącznie, ze stali niestopowych i stopowych, przeznaczonych do spęczania i wyciskania na zimno, podlegających następnie nawęglaniu. Do niniejszej części EN 10263 niezbędna jest EN 10263-1:2017.
Data publikacji: 15-12-2017
Odlewnictwo -- Badania radiograficzne -- Część 2: Techniki detektorów cyfrowych
Zakres
Niniejsza Norma Europejska zawiera specjalne procedury dotyczące radiografii przemysłowej z wykorzystaniem promieniowania X lub gamma, stosując NDT (badania nieniszczące) z zastosowaniem detektorów cyfrowego obrazu RTG. Ta część EN 12681 określa wymagania dotyczące cyfrowych badań radiograficznych odlewów wykonywanych którąkolwiek z metod radiografii komputerowej (CR) lub cyfrowej radiografii z siatkami detekcyjnymi (DDA).
Detektory cyfrowe umożliwiają uzyskanie cyfrowych wartości szarego obrazu, które mogą być przeglądane oraz oceniane z wykorzystaniem komputera.
Niniejsza część EN 12681 określa zalecaną procedurę wyboru detektora i praktyki radiograficznej. Dobór komputera, oprogramowania, monitora, drukarki oraz warunków oceny są ważne, ale nie są głównym przedmiotem niniejszej normy. Procedura określona w niniejszej normie zapewnia minimalne wymagania dotyczące praktyki radiograficznej które pozwalają na ekspozycję i uzyskanie radiogramów cyfrowych o równoważnej czułości wykrywania wad, jak błona radiograficzna określona w części 1 niniejszej normy.
Niniejsza norma nie uwzględnia przydatności metod radiologicznych lub radioskopowych w zastosowaniu do badań konkretnych odlewów na podstawie wewnętrznych wymagań i procedur producenta.
Wymagania dotyczące jakości obrazu w klasie A i B podane w Załączniku A uwzględniają wysoką jakość wykonawstwa dla ogólnych zastosowań odlewniczych, jak również wymagane w części 1 niniejszej normy dla błon radiograficznych.
Klasy AA i BA odzwierciedlają wymagania jakościowe obecnych zautomatyzowanych i półautomatycznych systemów kontroli radiograficznej DDAs na podstawie komputerowego wykrywania wad lub kontroli wizualnej oraz lamp z mini lub mikro ogniskiem (wielkość plamki ≤ 1 mm) z obniżonymi wymaganiami dla rozdzielczości przestrzennej, ale niezmienionymi wymaganiami dla kontrastowości, czułości, a także wymaganych w części 1 niniejszej normy dla błony radiograficznej.
Podane procedury odnoszą się do odlewów wytworzonych przy użyciu dowolnego procesu odlewania, zwłaszcza ze staliwa, żeliwa, aluminium, kobaltu, miedzi, magnezu, niklu, tytanu, cynku i ich stopów. stopów żadnej z nich.
Niniejsza część Normy Europejskiej nie ma zastosowania dla:
— badań złączy spawanych (patrz EN ISO 17636-2);
— technik błon radiograficznych (patrz prEN 12681-1);
— rentgenoskopii w czasie rzeczywistym (patrz EN 13068-1).
Data publikacji: 28-12-2017
Powłoki metalowe i inne nieorganiczne -- Równoczesne wyznaczanie grubości i potencjału elektrodowego poszczególnych warstw dla wielowarstwowych powłok niklowych (badanie STEP)
Zakres
Niniejszą Normę Europejską stosuje się do pomiaru grubości poszczególnych warstw niklu w wielowarstwowych elektrolitycznych powłokach niklowych oraz do pomiaru różnic potencjału między poszczególnymi warstwami niklu w wielowarstwowych elektrolitycznych powłokach niklowych.
Pomiar powłok lub systemów powłokowych innych niż wielowarstwowe elektrolityczne powłoki niklowe nie leży w zakresie niniejszej Normy Europejskiej.Data publikacji: 01-12-2017
Lutowanie twarde -- Kwalifikowanie lutowaczy i operatorów lutowania twardego
Zakres
Określono wymagania podstawowe dotyczące badania kwalifikacyjnego lutowaczy i operatorów lutowania twardego ustalające warunki dotyczące lutowania twardego, badania, egzaminowania i zakresu kwalifikacji w certyfikacie. Są one stosowane do ręcznego lutowania twardego np. za pomocą ręcznego palnika (płomienia), do kwalifikowania zdolności manualnych lutowacza jak również do zmechanizowanego lutowania twardego
Data publikacji: 05-12-2017
Natryskiwanie cieplne -- Cynk, aluminium i ich stopy -- Część 2: Prowadzenie systemów ochrony przed korozją
Zakres
W niniejszym dokumencie określono wymagania dotyczące ochrony przed korozją konstrukcji stalowych, elementów i części, na które naniesiono powłoki z cynku, aluminium lub ich stopów metodą natryskiwania cieplnego.
W niniejszym dokumencie określono wymagania stawiane wykonawcy powłoki w zakresie przygotowania powierzchni, natryskiwania cieplnego, badań i obróbki po naniesieniu powłoki, np. uszczelniania powłoki. Niniejszy dokument stosuje się dla powłok metalowych nanoszonych w celu ochrony przed korozją w przypadku natryskiwania nowych powłok w warsztacie lub na placu budowy, jak również przy naprawie powłok na placu budowy po montażu.
Podano wymagania dotyczące grubości powłoki, minimalnej przyczepności i stanu powierzchni, określone w specyfikacji powłoki.
Podano zalecenia dotyczące odpowiednich etapów produkcji i środków zapewnienia jakości przy nowej produkcji i utrzymaniu oraz nadzorowaniu prac związanych z ochroną przed korozją.
Niniejszy dokument jest stosowany dla natryskanych cieplnie powłok z cynku, aluminium i ich stopów, chroniących przed korozją w zakresie temperatur od –50 ° do +200 °C. Żaroodporne powłoki ochronne z aluminium są objęte ISO 17834 i nie są przedmiotem niniejszego dokumentu.
W niniejszym dokumencie określono wymagania dotyczące sprzętu, miejsca pracy i kwalifikacji personelu nanoszącego powłoki metodą natryskiwania oraz personelu przeprowadzającego badania.
UWAGA ISO 2063-1:2017 jest adresowana do projektanta i inżyniera planującego system ochrony przed korozją.
Data publikacji: 21-12-2017
Badanie nieniszczące spoin -- Badanie ultradźwiękowe -- Badanie spoin w stalach austenitycznych i stopach na bazie niklu
Zakres
W niniejszym dokumencie określono sposób postępowania przy opracowywaniu procedur badania ultradźwiękowego następujących spoin:
— spoin stali nierdzewnych;
— spoin stopów na bazie niklu;
— spoin stali duplex;
— spoin metali różnych;
— spoin stali austenitycznych.
Cele badania mogą być bardzo różne, na przykład:
— ocena poziomu jakości (w warunkach produkcyjnych);
— wykrycie specyficznych wskazań powstałych podczas eksploatacji.
Poziomy jakości nie są podane, ale mogą być stosowane zgodnie z zakresem badania.
Wymagania niniejszej normy są stosowane zarówno do ręcznego jak i zmechanizowanego badania.
Data publikacji: 11-12-2017
Sprzęt do zgrzewania rezystancyjnego -- Transformatory -- Zespoły prostownikazintegrowanego z transformatorem dla zgrzewadeł pracujących przy częstotliwości 1 000 Hz
Zakres
W niniejszym dokumencie określono wymagania dodatkowe do tych zawartych w ISO 5826 dla inwertorowych transformatorów jednofazowych z przyłączonym prostownikiem dla zgrzewania prądem stałym. Niniejsza Norma Międzynarodowa ma zastosowanie do transformatorów, stosowanych głównie w zgrzewadłach, działających przy 1 000 Hz i wejściowym napięciu znamionowym 500 V lub wyższym.
Wymagania ISO 5826 powinny być zastosowane, chyba że zostały zmienione przez niniejszy dokument.
Data publikacji: 13-12-2017
Specyfikacje geometrii wyrobów (GPS) -- Charakterystyki i warunki -- Definicje
Zakres
W niniejszej Normie Międzynarodowej zdefiniowano terminy ogólne dotyczące specyfikacji geometrycznych, charakterystyk i warunków. Definicje te bazują na koncepcjach rozwiniętych w ISO 17450-1 i ISO 22432 i są podane za pomocą opisu matematycznego opartego na ISO 17450-1:2011, Załącznik B.
Niniejsza Norma Międzynarodowa nie jest przeznaczona do zastosowań przemysłowych przez konstruktorów, ale ma na celu służyć jako „mapa drogowa” do formułowania wymagań opartych na elementach geometrycznych, umożliwiając w ten sposób przyszłą spójną normalizację dla przemysłu i producentów oprogramowania.
W niniejszej Normie Międzynarodowej zdefiniowano ogólne typy charakterystyk geometrycznych i warunków, które mogą być używane w GPS. Te opisy mają zastosowanie do
- wyrobu,
- zespołu,
- populacji wyrobów, i
- populacji zespołów.
Definicje te oparte są na koncepcjach operatorów i zasadzie dwoistości zawartych w ISO 17450-1 i ISO/TS 17450-2 oraz przy opisie typów elementów geometrycznych zdefiniowanych w ISO 22432.
Koncepcyjnie, te operatory specyfikacji mogą być wykorzystane jako operatory specyfikacji lub jako operatory weryfikacji (zasada dwoistości).
Niniejsza Norma Międzynarodowa nie jest przeznaczona do definiowania specyfikacji GPS, oznaczeń ani innego rodzaju wyrażeń.
Data publikacji: 28-12-2017
Badania nieniszczące spoin -- Kryteria akceptacji badań radiograficznych -- Część 2: Aluminium i jego stopy
Zakres
W niniejszym dokumencie podano poziomy akceptacji dla wskazań niezgodności w złączach spawanych doczołowych aluminium wykrytych podczas badań radiograficznych. Jeśli tak uzgodniono, poziomy akceptacji mogą być zastosowane do innych typów złączy spawanych lub materiałów. Poziomy akceptacji mogą być związane z normami spawalniczymi, normami wyrobu, warunkami technicznymi lub przepisami. W niniejszym dokumencie zakłada się, że badania radiograficzne były wykonywane zgodnie z ISO 17636-1, dla RT-F lub z ISO 17636-2, dla RT-S i RT-D. Gdy szacuje się czy złącze spawane spełnia wymagania podane dla określonego poziomu jakości, rozmiary niezgodności dopuszczone przez normy są porównywane z wymiarami wskazań ujawnionych na wykonanym radiogramie złącza spawanego.
Data publikacji: 15-12-2017
Powłoki metalowe i inne nieorganiczne -- Konwersyjne powłoki fosforanowe na metalach
Zakres
W niniejszym dokumencie określono proces potwierdzania wymagań dla powłok fosforanowych, które są zwykle przeznaczone do nanoszenia na metale żelazne, cynk, kadm i ich stopy.
Zestawienie zostało opracowane przez Redakcję Blacha.biz
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
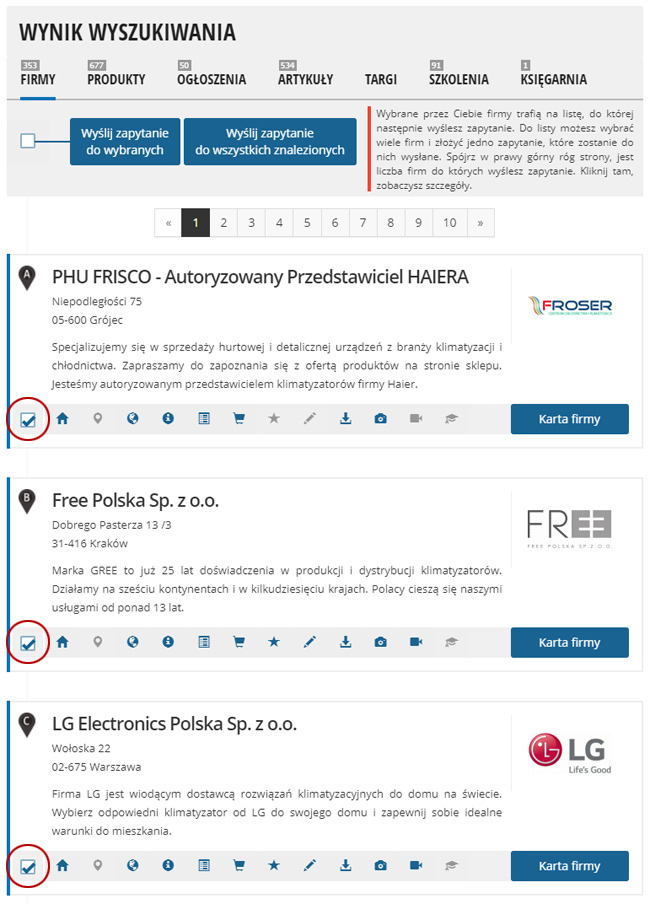
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
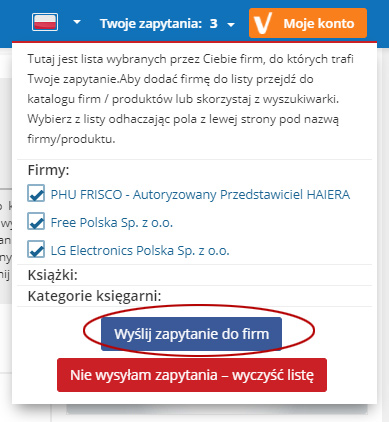
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
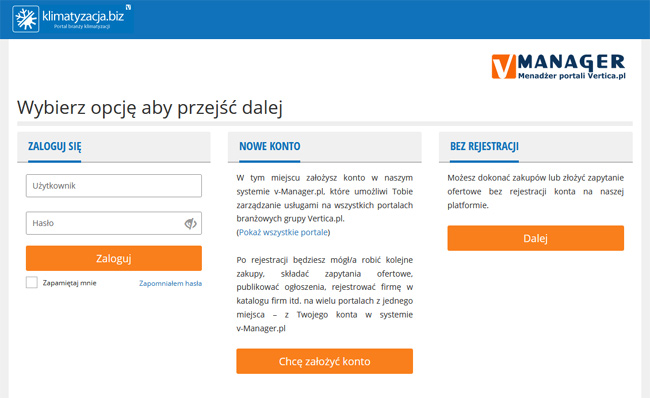
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
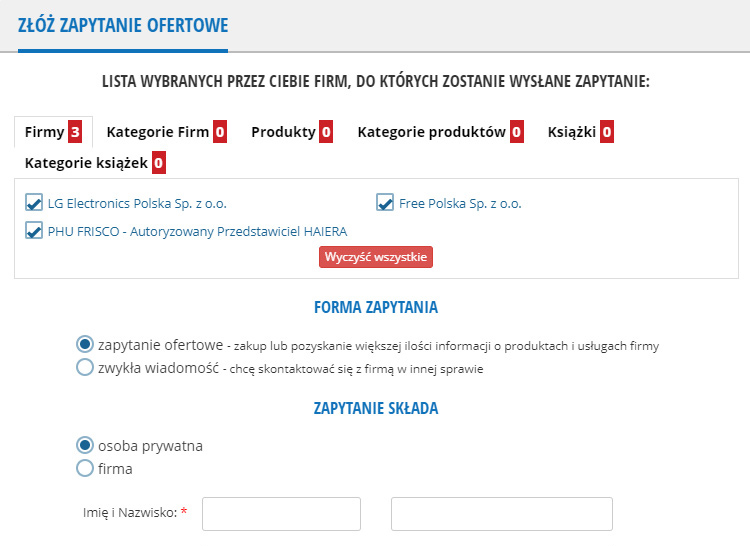
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.







