 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
04-09-2018, 00:00
Data publikacji: 06-08-2018
Pręty walcowane na gorąco ze stali spawalnych o określonych własnościach w podwyższonych temperaturach na urządzenia ciśnieniowe
Zakres
W niniejszej Normie Europejskiej określono warunki techniczne dostawy prętów walcowanych na gorąco ze stali spawalnych przeznaczonych do budowy urządzeń ciśnieniowych stosowanych w podwyższonych temperaturach o grubościach podanych w Tablicy 5.
Ogólne warunki techniczne dostawy podane w EN 10021 mają także zastosowanie dla wyrobów dostarczanych zgodnie z niniejszą Normą Europejską.
UWAGA Z chwilą opublikowania niniejszej Normy Europejskiej w Dzienniku Urzędowym Unii Europejskiej (OJEU) jako zgodnej z dyrektywą 2014/68/UE, domniemanie zgodności z zasadniczymi wymaganiami bezpieczeństwa (ESR) dyrektywy 2014/68/UE ogranicza się do danych technicznych materiałów w niniejszej Normie Europejskiej i nie obejmuje przydatności materiału dla konkretnego urządzenia. W związku z tym zachodzi potrzeba przeprowadzenia oceny danych technicznych zamieszczonych w niniejszej normie materiałowej w odniesieniu do wymagań konstrukcyjnych dla konkretnego urządzenia w celu sprawdzenia, czy ESR dyrektywy dotyczącej urządzeń ciśnieniowych są spełnione.
Data publikacji: 06-08-2018
Proszki metaliczne -- Oznaczanie czasu przesypywania przez kalibrowany lejek (sypkościomierz Halla)
Zakres
W niniejszym dokumencie określono metodę oznaczania czasu przesypywania proszków metalicznych, z uwzględnieniem proszków stosowanych do produkcji węglików spiekanych, przez kalibrowany lejek (sypkościomierz Halla). Metoda jest stosowana tylko dla proszków, które przesypują się swobodnie przez określony otwór lejka.
Data publikacji: 06-08-2018
Metale -- Próba rozciągania -- Część 2: Metoda badania w podwyższonej temperaturze
Zakres
W niniejszym dokumencie określono metodę badania wytrzymałości na rozciąganie metali w temperaturach wyższych niż temperatura pokojowa.
Data publikacji: 10-08-2018
Specyfikacje geometrii wyrobów (GPS) -- Tolerancje geometryczne -- Specyfikacje geometryczne szyku i łączone
Zakres
W niniejszym dokumencie ustanowiono reguły uzupełniające dla ISO 1011 do stosowania dla specyfikacji szyku i zdefiniowano reguły łączenia oddzielnych specyfikacji dla specyfikacji geometrycznych np. przy zastosowaniu symboli POZYCJA, SYMETRIA, PROFIL LINII i PROFIL POWIERZCHNI, jak również PROSTOLINIOWOŚĆ (w przypadku, gdy elementy tolerowane są nominalnie współosiowe) i PŁASKOŚĆ (w przypadku, gdy elementy tolerowane są nominalnie współpłaszczyznowe) jak wyszczególniono w Złączniku C.
Niniejsze reguły stosuje się, gdy pola tolerancji są zgrupowane razem w zbiór z więzami położenia lub kierunku za pomocą modyfikatorów CZ, CZR lub SIM.
Niniejszy dokument nie obejmuje stosowania specyfikacji szyku w przypadku zastosowania wymagania minimum i maksimum materiału (patrz ISO 2692).
Niniejszy dokument nie obejmuje ustalenia bazy wspólnej (patrz ISO 5459) opartej na szyku elementów.
Data publikacji: 10-08-2018
Kołnierze i ich połączenia -- Kołnierze okrągłe do rur, armatury, kształtek, łączników i osprzętu z oznaczeniem PN -- Część 1: Kołnierze stalowe
Zakres
W niniejszej Normie Europejskiej dotyczącej szeregów kołnierzy określono wymagania dla okrągłych kołnierzy stalowych z oznaczeniem PN od PN 2,5 do PN 400, o wielkościach nominalnych od DN 10 do DN 4000.
W niniejszej Normie Europejskiej określono typy kołnierzy i ich powierzchnie uszczelniające, wymiary, tolerancje, gwinty, wielkości śrub, wykończenie powierzchni uszczelniających kołnierzy, znakowanie, materiały, wartości dopuszczalne ciśnienie/temperatura i przybliżone masy kołnierzy.
Dla celów niniejszej Normy Europejskiej, „kołnierze” obejmują także końcówki wywijane i pierścienie.
Niniejsza Norma Europejska dotyczy kołnierzy wytwarzanych zgodnie z metodami opisanymi w Tablicy 1.
Bezuszczelkowe połączenia rur nie wchodzą w zakres niniejszej Normy Europejskiej.
Data publikacji: 10-08-2018
Natryskiwanie cieplne -- Egzamin dla metalizatorów
Zakres
W niniejszym dokumencie określono sposób przeprowadzenia egzaminu dla metalizatorów. Zdefiniowano wymagania, zakres uprawnień, warunki egzaminu, kryteria oceny i świadectwo egzaminu metalizatora.
Niniejszy dokument ma zastosowanie, gdy potwierdzenia uprawnień metalizatora wymaga niniejszy dokument, zamawiający, jednostka nadzorująca lub inna organizacja.
Niniejszy dokument obejmuje procesy natryskiwania, które są określone jako ręczne lub zmechanizowane.
Egzamin z natryskiwania zmechanizowanego obejmuje obsługę urządzeń do natryskiwania cieplnego sterowanych automatycznie, np. robotów, modułów skanujących itd.
Data publikacji: 14-08-2018
Spawanie -- Złącza spawane ze stali, niklu, tytanu i ich stopów (z wyjątkiem spawanych wiązką) -- Poziomy jakości według niezgodności spawalniczych
Zakres
W niniejszej Normie Międzynarodowej ustalono poziomy jakości według niezgodności spawalniczych w złączach spawanych (z wyjątkiem spawanych wiązką) wszystkich rodzajów stali, niklu, tytanu i ich stopów. Jest ona stosowana do materiałów o grubości powyżej 0,5 mm. Dotyczy ona w pełni przetopionych spoin czołowych i wszystkich spoin pachwinowych. Zasady niniejszej Normy Międzynarodowej mogą być także zastosowane do spoin czołowych o niepełnym przetopieniu. Poziomy jakości dla złączy spawanych wiązką w stali są przedstawione w ISO 13919-1. W celu umożliwienia stosowania do szerokiego zakresu produkcji spawalniczej ustalono trzy poziomy jakości. Są one oznaczone symbolami B, C i D. Poziom jakości B odpowiada najwyższym wymaganiom wobec spoin ukończonych. Poziomy jakości odnoszą się do jakości produkcji, a nie przydatności użytkowej (patrz 3.2) wytwarzanego wyrobu. Niniejsza Norma Międzynarodowa dotyczy: - stali niestopowych i stopowych; - niklu i stopów niklu; - tytanu i stopów tytanu; - spawania ręcznego, zmechanizowanego i automatycznego; - wszystkich pozycji spawania; - wszystkich typów spoin, np. spoin czołowych, spoin pachwinowych i połączeń odgałęzionych; - następujących procesów spawania i ich określonych odmian, zgodnie z ISO 4063: - 11 spawanie łukowe elektrodą metalową bez osłony gazowej; - 12 spawanie łukiem krytym; - 13 spawanie łukowe elektrodą metalową w osłonie gazu; - 14 spawanie elektrodą nietopliwą w osłonie gazu; - 15 spawanie plazmowe; - 31 spawanie gazowo-tlenowe (tylko do stali). Aspekty metalurgiczne, np. wielkość ziarna, twardość, nie są objęte niniejszą Normą Międzynarodową
Data publikacji: 14-08-2018
Kształtowniki stalowe walcowane na gorąco do produkcji podkładek żebrowych dla nawierzchni kolejowej -- Wymagania ogólne i badania
Zakres
W niniejszej normie określono wymagania ogólne i badania kształtowników stalowych walcowanych na gorąco do produkcji podkładek żebrowych przeznaczonych dla nawierzchni kolejowej, zwanych w dalszej części normy kształtownikami.
Data publikacji: 17-08-2018
Metale -- Pomiar twardości sposobem Rockwella -- Część 1: Metoda badania
Zakres
W niniejszej części ISO 6508 określono klasyczną i powierzchniową metodę pomiaru twardości metali sposobem Rockwella dla skal A, B, C, D, E, F, G, H, K, 15N, 30N, 45N, 15T, 30T i 45T, które mają zastosowanie do stacjonarnych i przenośnych twardościomierzy. Dla określonych materiałów i/lub wyrobów stosuje się inne Normy Międzynarodowe (na przykład ISO 3738-1 i ISO 4498). UWAGA Zwraca się uwagę na fakt, że za standardowe uznawane jest zastosowanie wgłębników Rockwella z kulkami wykonanymi z kompozytu węglika wolframu. Wgłębniki z kulkami wykonanymi ze stali mogą być nadal stosowane, pod warunkiem że są zgodne z Załącznikiem A.
Data publikacji: 22-08-2018
Części złączne -- Śruby, wkręty i śruby dwustronne -- Długości nominalne i długości gwintów
Zakres
W niniejszej Normie Międzynarodowej określono długości nominalne dla śrub, wkrętów i śrub dwustronnych do stosowania w odpowiednich normach wyrobu i innych odpowiednich dokumentach, np. dla części na rysunkach. Ma ona zastosowanie do śrub, wkrętów i śrub dwustronnych z gwintem metrycznym ISO zgodnym z ISO 69-1.
Data publikacji: 22-08-2018
Własności mechaniczne części złącznych wykonanych ze stali węglowej i stali stopowej -- Część 3: Podkładki płaskie o określonych klasach własności
Zakres
W niniejszym dokumencie określono własności mechaniczne i fizyczne podkładek płaskich, zaprojektowanych do stosowania w połączeniach śrubowych ze śrubami, wkrętami, śrubami dwustronnymi i nakrętkami o określonych klasach własności zgodnych z ISO 898-1 i 898-2.
UWAGA 1 Tego typu podkładki mogą być stosowane z innymi częściami złącznymi takimi jak wkręty samogwintujące.
Podkładki spełniające wymagania niniejszego dokumentu oceniane są w temperaturze otoczenia w zakresie od 10 °C to 35 °C. One mogą nie zachowywać określonych własności mechanicznych i fizycznych w podwyższonych temperaturach i/lub niższych temperaturach.
UWAGA 2 Podkładki spełniające wymagania niniejszego dokumentu są używane w zastosowaniach w zakresie od − 50 °C do + 150 °C. Użytkownikom zaleca się konsultację z doświadczonym ekspertem z zakresu części złącznych dla temperatur spoza tego zakresu i do maksymalnej temperatury +300 °C przy podejmowaniu odpowiednich decyzji lub w zastosowaniach krytycznych.
Niniejszy dokument ma zastosowanie do następujących spadających i niespadających podkładek wykonanych ze stali węglowej lub stali stopowej, o grubości od 0,2 mm do 12 mm:
— podkładek zwykłych (radełkowanych, żebrowanych, fazowanych lub nie);
— podkładek kwadratowych;
— podkładek z otworem kwadratowym;
— płytek profilowanych.
Nie określono w niej wymagań dotyczących własności takich jak:
— odporność na korozję;
— spawalność.
Data publikacji: 30-08-2018
Stale do obróbki cieplnej, stale stopowe i stale automatowe -- Część 2: Stale stopowe do hartowania i odpuszczania
Zakres
W niniejszej części ISO 683 określono warunki techniczne dostawy
— półwyrobów, kształtowanych na gorąco, np. kęsisk kwadratowych, kęsów, kęsisk płaskich,
— prętów,
— walcówki,
— płaskich wyrobów gotowych, i
— odkuwek swobodnie kutych lub matrycowych
wytwarzanych ze stali stopowych hartowanych bezpośrednio, ze stali stopowych hartowanych płomieniowo lub indukcyjnie, wymienionych w Tablicy 3 i dostarczanych w jednym ze stanów obróbki cieplnej, podanych dla różnych rodzajów wyrobów w Tablicy 1, i w jednym ze stanów powierzchni podanych w Tablicy 2.
Stale te na ogół przeznaczone są do wytwarzania części maszyn hartowanych, odpuszczanych lub hartowanych z przemianą izotermiczną hartowanych płomieniowo, lub indukcyjne.
Wymagane własności mechaniczne podane wniniejszej części ISO 683 są ograniczone do wymiarów podanych w Tablicy 8.
W szczególnych przypadkach, odchylenia warunków technicznych dostawy lub uzupełnienia do nich mogą stanowić przedmiot uzgodnienia w czasie zapytania i zamawiania.
Dodatkowo do niniejszej części ISO 683 mają zastosowanie ogólne warunki techniczne dostawy wg ISO 404.
Zestawienie zostało opracowane przez Redakcję Blacha.biz
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
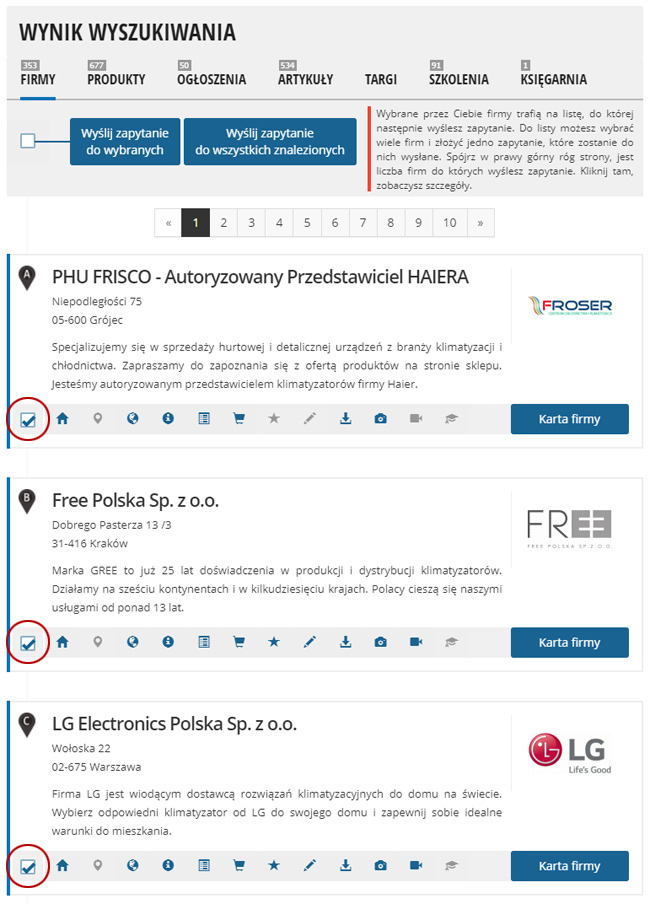
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
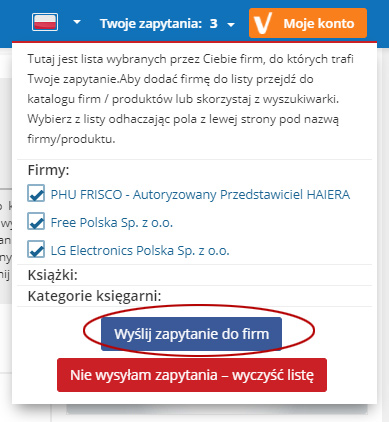
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
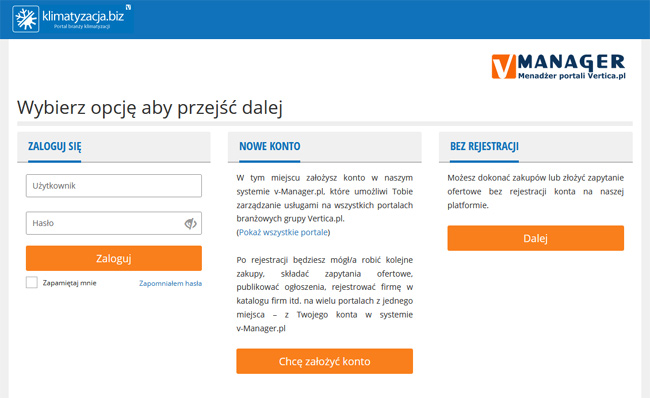
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
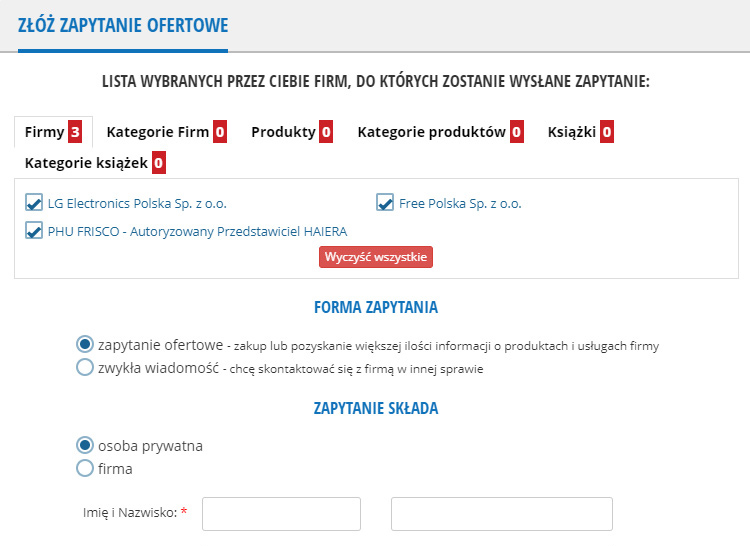
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.







