 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

Płytki CP200 firmy Seco znane są z tego, że świetnie się sprawdzają w przecinaniu i rowkowaniu trudnych materiałów. Jednak aby zwiększyć wszechstronność tego sprawdzonego gatunku pokrywanego PVD, firma poszerzyła zakres jego zastosowania o toczenie wielokierunkowe (MDT – multi-directional turning).

Firma Seco rozszerza asortyment produktów do frezowania wybrań kątowych i rowków o nowe narzędzia z rodziny Turbo 10.

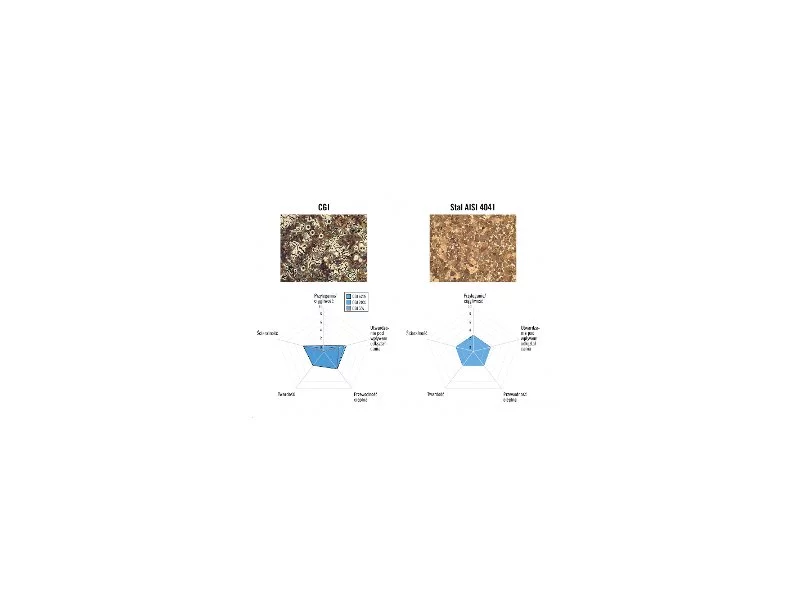
Firma Seco wprowadziła gatunek MK2050, opracowany specjalnie do frezowania żeliwa. Jest to gatunek idealny dla producentów działających w branży motoryzacyjnej i inżynierii ogólnej.

W ciągu 2013 roku, Seco wprowadzi do oferty szeroką gamę narzędzi skrawających do frezowania, toczenia, wykonywania gwintów oraz obróbki i wykonywania otworów.

Niekontrolowane wibracje stwarzają wiele problemów pojawiających się podczas skrawania. Zmienne siły występujące w procesie skrawania wywołują wibracje i drgania narzędzia, skutkujące pogorszeniem jakości powierzchni obrabianego detalu, szybkim zużyciem lub pękaniem ostrza narzędzia oraz uszkodzeniem elementów obrabiarki.

Firma Seco poinformowała o poszerzeniu rodziny wierteł z wymiennymi końcówkami Crownloc® Plus o wersję 8xD. Bardzo elastyczne i funkcjonalne wiertła Crownloc Plus znacznie podnoszą wydajność pracy i obniżają koszty.

Idąc za sukcesem obsypanego nagrodami magazynu dla klientów Seco zatytułowanego EDGE, 1 listopada wprowadzamy jego wersję internetową. To duże ułatwienie dla naszych czytelników.
Wszystkie warsztaty wykonujące obróbkę skrawaniem stają przed tym samym zadaniem: muszą przetworzyć surowiec na gotowy element. Produkty należy obrobić z odpowiednią jakością, wyprodukować w odpowiedniej liczbie i dostarczyć w określonym czasie.

Firma Seco zwiększa wszechstronność systemu tłumienia drgań Steadyline™ , wprowadzając nową głowicę do wytaczania zgrubnego EPB® 610 i nową głowicę promieniową do wytaczania dokładnego EPB 620.

Producenci stosują szeroki zakres procesów w obróbce skrawaniem, chcąc osiągnąć niemalże nieskończoną liczbę wytwarzanych typów części z różnego rodzaju obrabianych materiałów.

Wyniki procesów skrawania metali są determinowane przez wiele czynników. Do najważniejszych i najmniej rozpoznanych czynników należy „grubość wióra” skrawanego przez narzędzie skrawające.
Instytut Inżynierii Materiałowej Politechniki Łódzkiej oraz firma Seco/Warwick ze Świebodzina rozpoczęły prace nad wartym ok. 6,2 mln zł projektem dot. wytwarzania grafenowego materiału do magazynowania wodoru.
O produktywnej obróbce skrawaniem w żadnym wypadku nie można powiedzieć, że jest prosta jak „bułka z masłem”. Jednym z głównych powodów jest fakt, że tutaj, w przeciwieństwie do pieczenia, nie ma możliwości zastosowania uniwersalnej mąki do każdego przepisu.

Podstawowe cele operacji przecinania i rowkowania są identyczne z celami ogólnych operacji toczenia: uzyskanie pożądanego kształtu obrabianej części, spełnienie wymogów dotyczących dokładności i maksymalizacja produktywności.

Asortyment pełnowęglikowych frezów walcowo-czołowych Jabro®-Solid2 JS554 zyskuje na użyteczności i wszechstronności dzięki opcjom redukcji średnicy.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
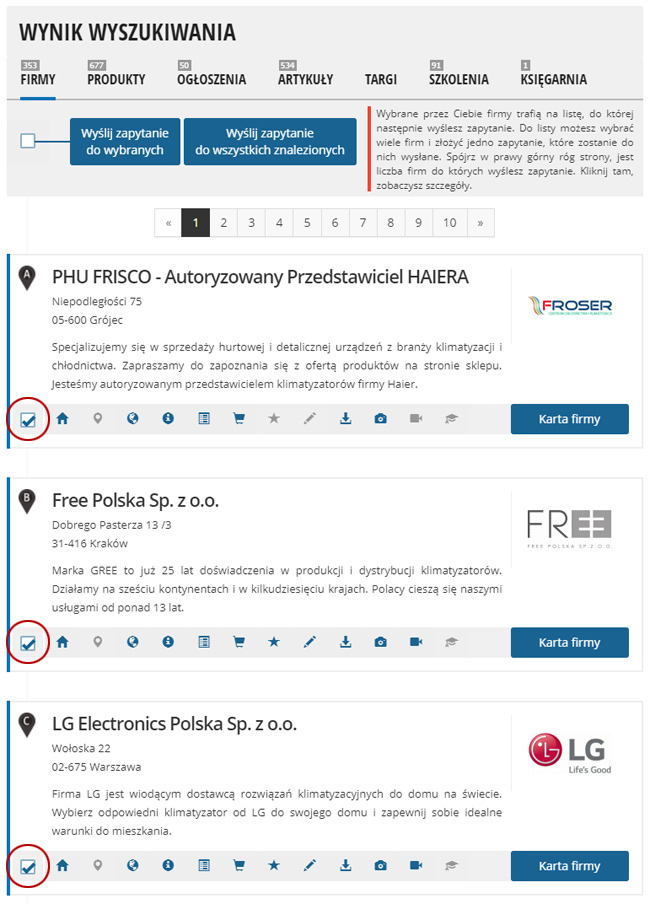
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
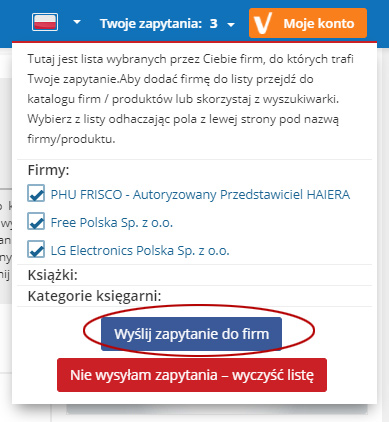
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
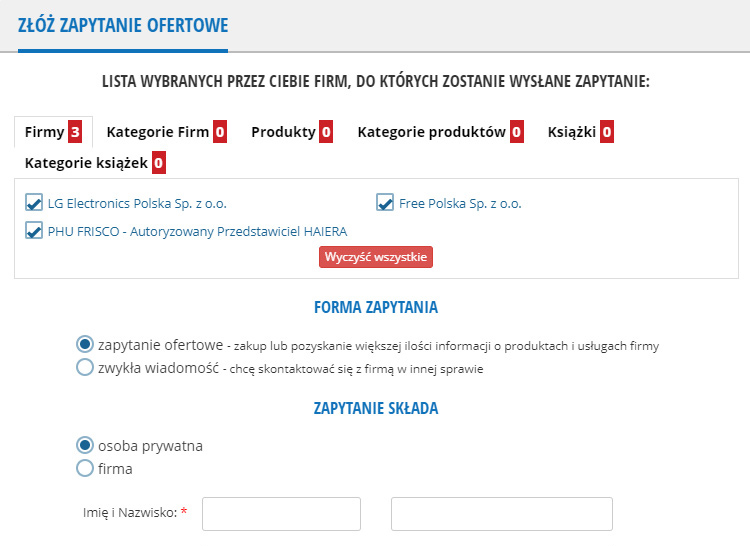
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.

