 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
30-10-2014, 00:00
 Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków. Tradycyjnie koszty obróbki skrawaniem są zmniejszane przez zwiększenie tempa produkcji i zastosowanie bardziej agresywnych parametrów skrawania i większych prędkości skrawania. Takie podejście nie uwzględnia jednak znaczących czynników finansowych, takich jak części złomowane i przestoje w produkcji. Najlepszym rozwiązaniem w tej sytuacji jest strategia uwzględniająca całokształt kosztów procesów produkcyjnych i sumę kosztów, która zapewnia równowagę produktywności i kosztów produkcji.
Najważniejszym założeniem obróbki skrawaniem jest produkcja precyzyjnie wykonanych części przy jak najmniejszym nakładzie kosztów, doprowadzając do maksymalnego zwiększenia zysków. Tradycyjnie koszty obróbki skrawaniem są zmniejszane przez zwiększenie tempa produkcji i zastosowanie bardziej agresywnych parametrów skrawania i większych prędkości skrawania. Takie podejście nie uwzględnia jednak znaczących czynników finansowych, takich jak części złomowane i przestoje w produkcji. Najlepszym rozwiązaniem w tej sytuacji jest strategia uwzględniająca całokształt kosztów procesów produkcyjnych i sumę kosztów, która zapewnia równowagę produktywności i kosztów produkcji.
Kontrola kosztów
Niektóre składniki kosztów produkcji są całkowicie niezależne od producenta. Na przykład typ materiału elementu obrabianego oraz jego koszt zależą od końcowego przeznaczenia obrobionego elementu. Oszczędności polegające na zamianie żeliwa szarego na stop Inconel® w silniku turbinowym nie są dopuszczalne. Podobnie wygląda sytuacja w zakresie stałych opłat w formie inwestycji zakładu w obrabiarki, ich konserwację, a także doprowadzenia zasilania niezbędnego do ich pracy, które zwykle obejmują także regularne spłaty za wypożyczenie sprzętu. Koszty związane z pracą zostawiają trochę pola manewru, i mają, przynajmniej krótkoterminowo, stałą wartość. Wszystkie te wydatki oraz koszt narzędzi powinny być zsynchronizowane z przychodami ze sprzedaży obrobionych komponentów. Zwiększenie tempa produkcji — prędkości, z którą elementy obrabiane są przekształcane w wykończone produkty — może wpłynąć na wysokość stałych kosztów.
Szybciej niekoniecznie oznacza lepiej
Elementy procesu obróbki skrawaniem kontrolowane przez producentów to m. in. parametry pracy narzędzi skrawających. Na tempo produkcji wpływają typy używanych narzędzi oraz metody i strategie ich wykorzystywania. W wielu warsztatach panuje przekonanie, że zwiększenie prędkości skrawania spowoduje wyprodukowanie większej liczby części w danym czasie, co przyczynia się do zmniejszenia kosztów produkcji.
Jednak zagadnienie to jest dużo bardziej złożone. Wyższe prędkości skrawania niosą ze sobą konsekwencje. Zasadniczo im szybciej przebiega proces, tym mniej jest stabilny. Na narzędzie oraz element obrabiany mają wpływ takie czynniki, jak naprężenia oraz rozgrzewanie wynikające ze zwiększenia siły skrawania. Narzędzie szybciej się zużywa i trudniej jest je kontrolować. Takie narzędzie może pękać i uszkodzić element obrabiany, a zużyte narzędzie lub drgania mogą doprowadzić do różnic w wymiarach danej części i/lub pogorszenia jakości wykończenia powierzchni. Skutkuje to powstaniem bezużytecznych elementów obrabianych, których koszt trzeba odliczyć od zysków. W zależności od wartości materiału elementu obrabianego i jego ostatecznego zastosowania. Za przykład może posłużyć kosztowny superstop przeznaczony do produkcji złożonego komponentu do zastosowania w lotnictwie — złomowanie go może mieć poważny wpływ na całokształt kosztów produkcji. Ponadto niestabilny proces prowadzony na granicy ryzyka wymaga większej kontroli, co eliminuje potencjalne źródło oszczędności związane z robocizną.
Zwiększenie prędkości skrawania wpływa też bezpośrednio na trwałość narzędzia. Zbyt wysokie prędkości mogą skutkować szybszym zużywaniem narzędzia, prowadzącym nawet do konieczności jego częstej wymiany. Ze względu na szybsze zużycie do wykończenia tej samej liczby elementów wykorzystywana jest większa liczba narzędzi. Teoretyczne oszczędności w zakresie kosztów produkcji i wyników produktywności są zmniejszane po dodaniu kosztów narzędzi i kosztów przestoju w pracy.
Koszty przestoju
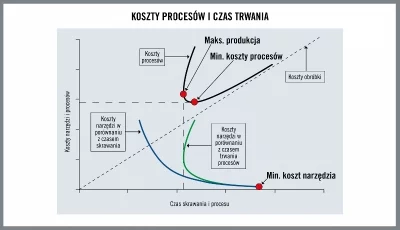
Wyższe prędkości wiążą się z większymi kosztami narzędzia skrawającego, ale jednocześnie początkowo z obniżeniem kosztów utrzymania obrabiarki. Ponieważ obrabiarka produkuje więcej części w danym czasie, zwiększają się przychody w stosunku do stałych kosztów utrzymania maszyny. Jednak gdy prędkość wzrasta powyżej pewnej wartości, ponownie zwiększają się koszty utrzymania obrabiarki. Trwałość narzędzia jest tak krótka, że zmniejszenie kosztów utrzymania obrabiarki ma niewielkie znaczenie w porównaniu z kosztami wymiany narzędzia i przestojów w pracy związanych z wymianą. Ponadto bardzo wysokie prędkości obróbki skrawaniem i agresywne parametry w niektórych przypadkach mogą przyczynić się do zwiększenia kosztów obrabiarki na skutek konserwacji, a także przestoju w pracy spowodowanego niespodziewaną usterką.
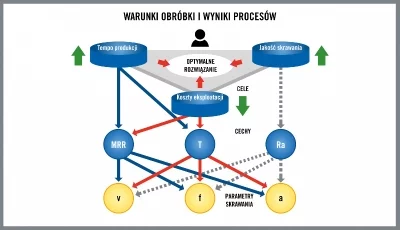
Optymalne parametry
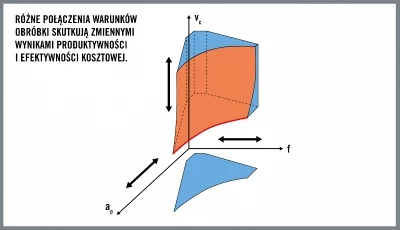
Zastosowanie wyższych prędkości skrawania może skutkować zwiększeniem tempa produkcji. Może też jednak wiązać się z większymi kosztami narzędzi oraz obrabiarki. Analogicznie niższe prędkości powodują zmniejszenie kosztów wymiany narzędzia oraz kosztów utrzymania obrabiarki, jednak pogarsza się produktywność.
Na zrównoważone podejście składają się mniejsza prędkość skrawania w połączeniu ze zwiększoną prędkością posuwu oraz głębokością skrawania. Zastosowanie możliwie największej głębokości skrawania pozwala na zmniejszenie liczby koniecznych przejść, co jednocześnie skraca czas obróbki skrawaniem. Zalecane jest stosowanie maksymalnej prędkości posuwu, pamiętając jednak, że zbyt duża prędkość może mieć wpływ na jakość elementu obrabianego oraz wykończenie powierzchni. W niektórych przypadkach większe prędkości posuwu oraz głębokości skrawania przy tej samej lub niższej prędkości skrawania mogą spowodować zwiększenie tempa usuwania metalu w porównaniu z sytuacją, gdy zwiększona zostaje wyłącznie prędkość skrawania.
Do ostatecznej kalibracji procesu, po osiągnięciu stabilnego i stałego połączenia prędkości posuwu i głębokości skrawania, służy regulacja prędkości skrawania. Celem jest osiągnięcie wyższej prędkości skrawania, która pozwoli na obniżenie kosztów obróbki skrawaniem (każdego elementu obrabianego), ale nie zwiększy przy tym znacząco kosztów skrawania (każdego elementu obrabianego) wynikających z szybszego zużywania narzędzi.
Model wydajności
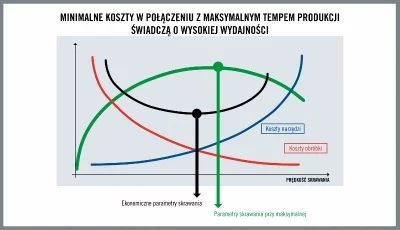
Na początku XX wieku amerykański inżynier, F.W. Taylor, opracował model określania trwałości narzędzia. Model ten wykazuje, że po uwzględnieniu określonego połączenia głębokości skrawania i prędkości posuwu, istnieje pewien zakres bezpiecznych wartości prędkości skrawania, w którym zużycie narzędzia jest przewidywalne i kontrolowane. Podczas pracy w tym zakresie możliwe jest obliczenie związku między prędkością skrawania, zużyciem narzędzia a jego trwałością. Ten model łączy w sobie informacje na temat kosztów i produktywności, a także wyraźnie wskazuje docelowe prędkości skrawania optymalne w danej sytuacji.
Przy niższych prędkościach skrawania suma kosztów utrzymania narzędzia i obrabiarki daje największe oszczędności, niewielkim kosztem produktywności. Z drugiej strony wyższe prędkości zapewniają maksymalną produktywność z uszczerbkiem w zakresie oszczędności. Między najbardziej oszczędną prędkością skrawania, a tą zapewniającą największą produktywność, leży prędkość skrawania o wysokiej wydajności.
Czasem czynniki ekonomiczne i technologiczne idą w parze. Na przykład ciągliwość i słaba przewodność cieplna tytanu sprawiają, że lepiej jest go obrabiać przy niższych prędkościach skrawania, a te zwykle wiążą się z mniejszymi kosztami obróbki. W tym przypadku to właśnie właściwości elementu obrabianego prowadzą do obrania konkretnych parametrów obróbki skrawaniem, które jednocześnie skutkują zrównoważeniem produktywności i kosztów.
Kluczowa rola stabilności procesu
Ogromne znaczenie w zachowaniu wysokiej produktywności i jakości części oraz zapobieganiu złomowania elementów ma ustanowienie stabilnego procesu obróbki. Pragmatyczna definicja globalnych oszczędności w zakresie produkcji brzmi następująco: „zapewnienie bezpieczeństwa i przewidywalności procesu w jak największym stopniu, przy jednoczesnym zachowaniu najwyższego poziomu produktywności i najniższych kosztów produkcji”.
Ustanowienie stabilnego procesu wiąże się ze stworzeniem optymalnego środowiska produkcyjnego. Poza wyborem materiału, z którego wykonane jest narzędzie, pokrycia i geometrii najodpowiedniejszych do danego elementu obrabianego i procesu, należy także rozważyć optymalizację programu CAM, systemów mocowania narzędzi oraz opcji chłodzenia. Elementy automatyzacji procesów, takie jak systemy załadowywania/rozładowywania palet lub części, także powinny zostać objęte procesem integracji, ponieważ magazynowanie nieobrobionych i obrobionych części może skutkować długimi okresami przestoju.
Dodatkowe problemy
Poza stałymi problemami związanymi z produktywnością i kosztami w przemyśle duży nacisk kładzie się na stosunkowo nowe problemy związane na przykład z ochroną środowiska. Zrównoważone podejście do kosztów produkcji również może pomóc w rozwiązaniu tych problemów. Przy niższych prędkościach skrawania do usuwania materiału z elementu obrabianego pobierana jest mniejsza ilość energii, a zmniejszenie głębokości skrawania w połączeniu z większą prędkością posuwu umożliwia dalsze oszczędności energii. Niższe prędkości skrawania pozwalają na zwiększenie trwałości narzędzia i zmniejszenie częstotliwości wymiany narzędzi, a tym samym ich wyrzucania i utylizacji. Mniejsza produkcja ciepła wynikająca z zastosowania niższych prędkości skrawania pozwala na zmniejszenie ilości wykorzystywanego chłodziwa lub jego całkowitą eliminację.
Wnioski
Przyjęcie globalnej strategii oszczędności w produkcji wymaga przeprowadzenia ogólnej analizy środowiska obróbki skrawaniem i przyjęcia sposobu postępowania przeciwstawnego powszechnie przyjętym praktykom w zakresie skrawania metalu. Jednak wdrożenie tych koncepcji może pozytywnie wpłynąć na koszty oraz jakość elementów obrabianych, a także umożliwić stworzenie bardziej ekologicznego środowiska produkcyjnego przy jednoczesnym zachowaniu odpowiednich poziomów produktywności w ramach stabilnego i stałego procesu.
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
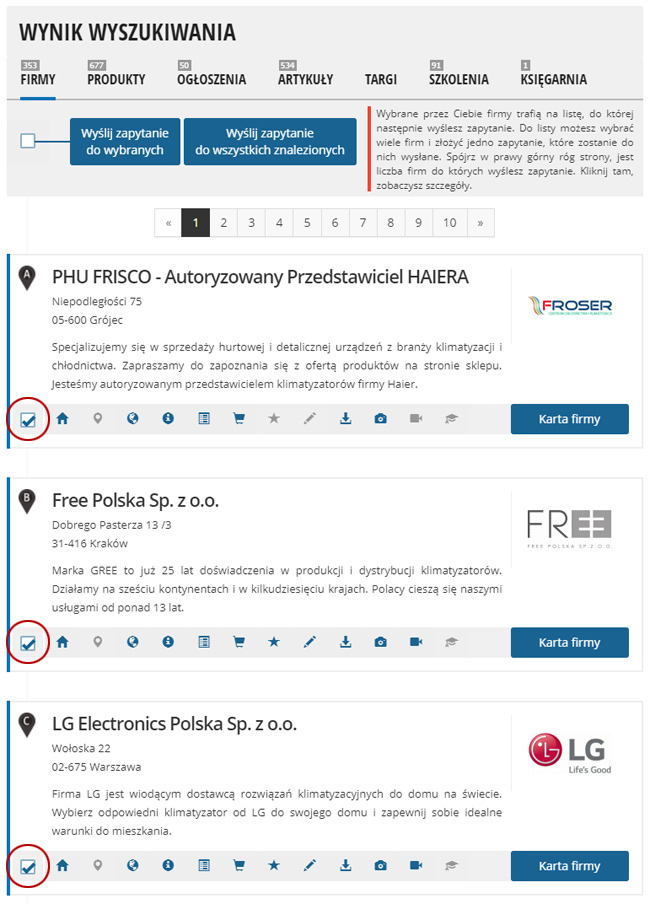
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
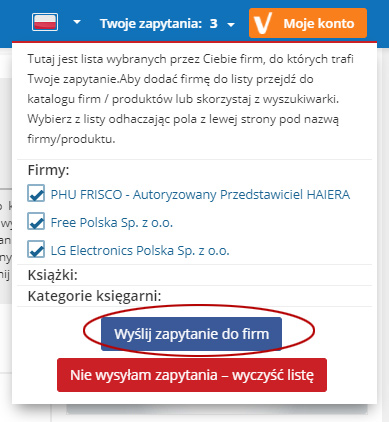
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
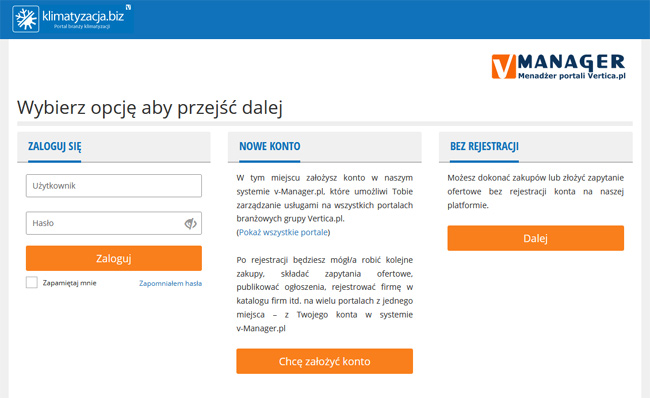
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
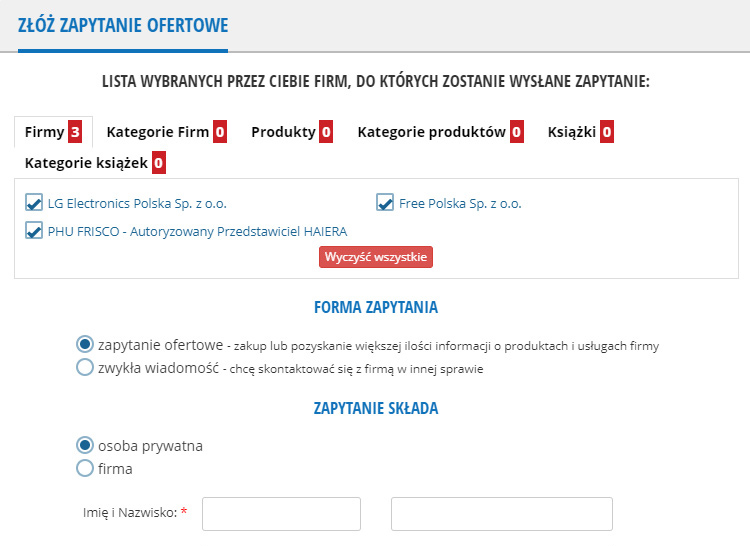
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








