 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
10-01-2017, 00:00
Wszystkie warsztaty wykonujące obróbkę skrawaniem stają przed tym samym zadaniem: muszą przetworzyć surowiec na gotowy element. Produkty należy obrobić z odpowiednią jakością, wyprodukować w odpowiedniej liczbie i dostarczyć w określonym czasie. Należy także uwzględnić i kwestie związane ze zrównoważonym rozwojem i środowiskiem naturalnym. Aby dorównać konkurencji i osiągnąć zysk, warsztaty wciąż szukają najtańszych i najbardziej produktywnych sposobów wykonywania pracy.
Najlepszym przykładem dzisiejszych dążeń do usprawnienia procesu jest tzw. „Przemysł 4.0” — strategia i taktyka, która łączy nowoczesne technologie pozyskiwania, gromadzenia i udostępniania danych z procesem produkcyjnym. Przemysł 4.0 jest obecnie najwyższym poziomem ewolucji produkcji i wymaga wysokiego poziomu zarządzania, wyspecjalizowanego personelu oraz znacznych inwestycji.
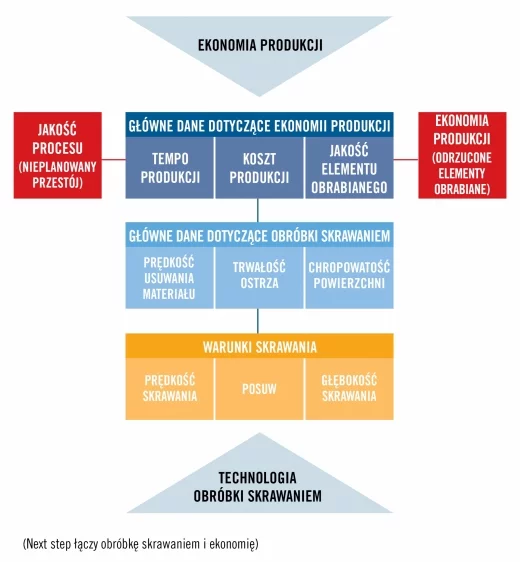 |
| Rys. 1: NEXT STEP — w pełni zintegrowany model produkcji |
Niestety, właściciele warsztatów, które nie dysponują obszernymi zasobami, takimi jak światowe potęgi w tej branży, np. General Electric lub General Motors, mogą pomyśleć, że usprawnienia produktywności są poza ich zasięgiem. Jednakże proste analizy i działania mogą mieć duży i pozytywny wpływ na ich wydajność w małych i średnich działaniach. Tak naprawdę przed zainwestowaniem w nowe komputery, roboty lub personel każdy warsztat, mały i duży, powinien przeprowadzić podstawową analizę procesów oraz zorganizować obecne wyposażenie i praktyki. Komputeryzacja niezorganizowanych działań w warsztacie prowadzi jedynie do skomputeryzowanego nieładu.
Trzy fazy i dziesięć prostych kroków
Organizacja praktyk w warsztacie rozpoczyna się od podzielenia procesu produkcji na trzy fazy. Pierwsza to faza wyboru, w której dokonuje się wyboru strategii skrawania, narzędzi i warunków skrawania. Kolejna faza to zbieranie, w której wybrane narzędzia i strategie są gromadzone w procesie obróbki. Trzecią fazą jest realizacja, która rozpoczyna proces.
W wielu przypadkach wynik fazy trzeciej nie spełnia oczekiwań i potrzebne są pewne kroki, które wyrównają osiągnięcia z przygotowaniami. Kroki mogą być natury technicznej, na przykład szukanie sposobów na zmniejszenie sił skrawania, lub ekonomicznej, które obejmują działania mające na celu zmniejszenie kosztów. Na szczęście istnieje dziesięć prostych kroków, które umożliwią analizę i usprawnienie obróbki metalu w warsztacie. Zostały one przedstawione poniżej.
Inteligentna kontrola budżetu
Częstą praktyką w kontroli budżetu w obróbce metalu jest zdobycie każdego elementu wymaganego do procesu w jak najniższej cenie. Jednakże w przypadku narzędzia nie warto opierać wyboru wyłącznie na jego cenie. Przed omówieniem cen należy rozważyć pożądany efekt końcowy. Jeśli potrzebna jest część o niewielkiej tolerancji i wysokiej jakości, do jej obróbki będą potrzebne droższe i bardziej precyzyjne narzędzia.
 |
| Rys. 2: Różne kryteria wyboru narzędzi |
Koszt korzystania z tanich narzędzi w celu uzyskania wysokiej jakości części oraz produkowanie niedopuszczalnych części przekroczy wydatki związane z droższymi narzędziami. Z drugiej strony, jeśli wymagania jakości są mniej surowe, część potencjału precyzyjnego narzędzia zostanie zmarnowana. Rozpoznanie ostatecznego celu procesu jest pierwszym krokiem do podjęcia ekonomicznej decyzji dotyczącej zakupu.
Inteligentne zarządzania ograniczeniami
Rzeczywiste prace w przemyśle metalowym, w przeciwieństwie do teoretycznych dyskusji dotyczących obróbki metalu, podlegają ograniczeniom, do których można zaliczyć moc i stabilność obrabiarki oraz wymagania klienta dotyczące rozmiaru i gładkości powierzchni. Warunki skrawania mogą znacznie się różnić, ale wpływ różnych kombinacji parametrów na siłę skrawania i gładkość powierzchni może ograniczyć wybór.
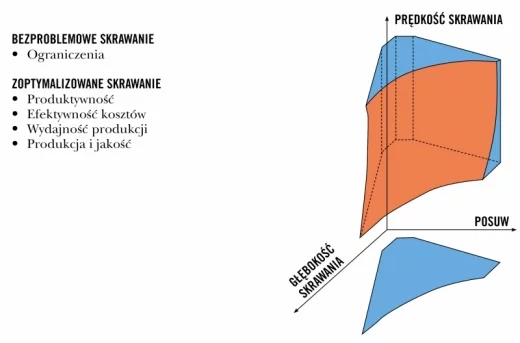 |
| Rys. 3: Dwuetapowy model wyboru warunków skrawania |
Niemniej jednak zwykłe ograniczenie ogólnych parametrów skrawania nie jest dobrym sposobem radzenia sobie z ograniczeniami procesu. Na przykład zmiany w głębokości skrawania mają większy wpływ na zużycie mocy obrabiarki niż zmiany w prędkości posuwu. Połączenie zmniejszonej głębokości skrawania i zwiększonej prędkości posuwu może sprawić, że produktywność zmieści się w granicach mocy obrabiarki.
Racjonalizacja zastosowania narzędzia
Biorąc pod uwagę ogromną liczbę geometrii i wielkości narzędzi oraz dostępnych materiałów, możliwe konfiguracje narzędzia do skrawania metalu są właściwie nieograniczone. Właściciele warsztatów z reguły podejmują decyzje dotyczące narzędzi na podstawie zastosowań. Wybierają narzędzie do określonego zadania na produkowanej części, a następnie wybierają inne narzędzie w celu wykonania innego zadania.
 |
| Rys. 4: Pełna oferta narzędzi jest ogromna — racjonalizacja jest konieczna |
W przykładowej sytuacji potrzebne są dwa różne narzędzia do toczenia wału i wykonania szerokiego rowka z dwiema kwadratowymi krawędziami. Jedno narzędzie toczy wał do wymaganej średnicy i wycina jedną krawędź oraz szerokość rowka, a następnie drugie narzędzie wycina drugą krawędź. Każde narzędzie jest programowane i optymalizowane oddzielnie, co generuje oddzielne koszty programowania i zarządzania.
Przeciwną strategią wyboru narzędzia jest stworzenie specjalistycznego niestandardowego narzędzia, które może wykonywać wiele czynności za jednym podejściem. Strategia ta jest wygodna, jednakże zaprojektowanie i wyprodukowanie specjalnych narzędzi jest kosztowne.
Pomiędzy dwiema skrajnymi sytuacjami istnieje podejście, które polega na wykorzystaniu standardowego narzędzia przygotowanego do wykonywania więcej niż jednej czynności (narzędzie wielokierunkowe). Doskonałym przykładem tego podejścia są narzędzia MDT firmy Seco.
Funkcje narzędzia umożliwiają toczenie do odpowiedniej średnicy, zagłębianie w celu wykonania jednej krawędzi, ruch w poprzek wału w celu toczenia rowka oraz wycofywanie w celu wykonania drugiej krawędzi. Nawet jeśli tego typu narzędzie wielokierunkowe nie pracuje ze zoptymalizowanymi parametrami skrawania dwóch oddzielnych narzędzi, oszczędność związana z narzędziami, programowaniem, czasem zmiany narzędzia oraz kosztem składowania sprawia, że narzędzie wielokierunkowe nie jest preferowanym wyborem.
Złożona obróbka elementu (technologia grupowa)
Zamiast stosowania narzędzi umożliwiających wykonywanie dwóch lub więcej czynności warsztat może wybrać narzędzia do wykonywania podobnych czynności na różnych elementach obrabianych. Warsztat może obrabiać szeroki zakres różnych elementów, ale będą one miały wspólne cechy, takie jak otwory, wycięcia i powierzchnie frezowane.
Aby usprawnić obróbkę złożonych części, można traktować podobne cechy jako grupy i wybrać narzędzie odpowiednie do określonych czynności, na przykład do wykonywania otworów, które są powtarzane na różnych częściach. Zoptymalizowane narzędzie maksymalizuje produktywność i obniża koszty, co uwzględnia czas powtarzalnego programowania narzędzi dla każdej oddzielnej części. Technologia grupowa pomaga również w zmniejszeniu liczby posiadanych narzędzi.
Osiąganie minimalnej akceptowalnej jakości elementu obrabianego
Mimo że pomysł może początkowo wydawać się nietypowy, należy zdać sobie sprawę, że konieczne jest osiągnięcie jedynie minimalnej jakości elementu obrabianego, która spełnia wymagania klienta dotyczące specyfikacji i funkcji. Nie ma potrzeby przekraczania tych wymagań. Jeśli tolerancja części wynosi 5 mikronów, osiągnięcie 3 mikronów jest stratą czasu i pieniędzy. Do osiągnięcia mniejszej tolerancji wymagane są wyższej jakości narzędzia i dokładniejsze procesy. Klienci nie zapłacą jednak za dodatkową wyższą jakość, przez co praca spowoduje straty finansowe dla warsztatu.
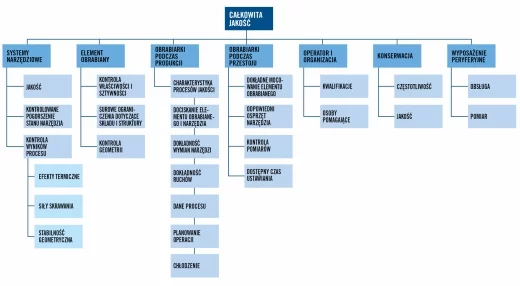 |
| Rys 5: Na całkowitą jakość ukończonego elementu obrabianego wpływa wiele różnych czynników |
Niektóre problemy z jakością, takie jak zadziory, muszą oczywiście zostać rozwiązane. Istnieją ponadto sytuacje, w których drobne kwestie finansowe nie mają znaczenia — różnica kosztów narzędzi w wysokości kilku euro lub centów jest bez znaczenia w porównaniu z wartością dużego tytanowego elementu lotniczego obrabianego przez narzędzie. Aby zmaksymalizować oszczędności, warsztat powinien dostosować produkcję do wymagań funkcjonalnych i jakościowych związanych z obrabianym elementem.
Predykcyjna konserwacja narzędzia
Tradycyjna konserwacja narzędzia jest doraźna. Gdy narzędzie zużyje się lub zostanie uszkodzone, należy je wymienić. Podejście takie generuje jednak koszty wyższe niż sama cena narzędzia, obejmują one bowiem czas przestoju procesu produkcyjnego oraz niebezpieczeństwo uszkodzenia elementu obrabianego. Prewencyjna konserwacja narzędzia to coś innego niż konserwacja doraźna.
 |
| Rys. 6: Narzędzia skrawające zużywają się na skutek różnych sytuacji |
Trwałość identycznych narzędzi różni się z reguły w stosunku do średniego czasu eksploatacji. Prewencyjna konserwacja narzędzia polega na wymianie narzędzia zanim osiągnie ono swoja najkrótszą spodziewaną trwałość i zużyje się zbyt mocno lub uszkodzi. Podejście takie powoduje jednak utratę narzędzia, którego trwałość jest równa lub wyższa od trwałości średniej.
Stosunkowo nowa strategia oparta na modelowaniu trwałości narzędzia wykorzystuje obliczenia komputerowe i symulacje w celu zapewnienia predykcyjnych danych dotyczących zużycia narzędzia i określenia czasu wymiany. Przy nieco większym wydatku zastosowanie czujników może jeszcze bardziej zwiększyć dokładność wyników poprzez śledzenie zużycia narzędzia w czasie rzeczywistym. Korzystanie z predykcyjnej konserwacji narzędzia może zmniejszyć koszty związane z narzędziami o 15%, 20% lub więcej.
Kontrola stanu magazynowego narzędzi
 W drugiej fazie produkcji w przemyśle metalowym — zbieraniu — ważne jest, aby pamiętać, że kontrola stanu magazynowego narzędzi różni się od zarządzania narzędziami. Zarządzanie narzędziami polega na organizacji istniejącego magazynu narzędzi i udostępnianiu go do produkcji. Do tego zadania dostępnych jest wiele automatycznych systemów zarządzania narzędziami. Kontrola stanu magazynowego narzędzi polega na uporządkowaniu i ustaleniu liczby narzędzi dostępnych w warsztacie w celu zajęcia się tym, co jest wymagane. Jeśli narzędzia nie zostaną uporządkowane przed ich umieszczeniem w automatycznym systemie wydawania narzędzi, spowoduje to nieporządek.
W drugiej fazie produkcji w przemyśle metalowym — zbieraniu — ważne jest, aby pamiętać, że kontrola stanu magazynowego narzędzi różni się od zarządzania narzędziami. Zarządzanie narzędziami polega na organizacji istniejącego magazynu narzędzi i udostępnianiu go do produkcji. Do tego zadania dostępnych jest wiele automatycznych systemów zarządzania narzędziami. Kontrola stanu magazynowego narzędzi polega na uporządkowaniu i ustaleniu liczby narzędzi dostępnych w warsztacie w celu zajęcia się tym, co jest wymagane. Jeśli narzędzia nie zostaną uporządkowane przed ich umieszczeniem w automatycznym systemie wydawania narzędzi, spowoduje to nieporządek.
Praktyczna analiza pracy
Amerykański inżynier i pionier w dziedzinie analizy pracy — Fredrick Winslow Taylor — w swojej książce On the Art of Cutting Metals z 1907 r. zauważył, że niektóre czynności w warsztacie, jak na przykład frezowanie powierzchni, wyraźnie zwiększają wartość obrabianego elementu. Z drugiej jednak strony zaznaczył, że wiele czynności potrzebnych do produkcji wykończonego elementu obrabianego nie dodaje wartości bezpośrednio. Do czynności tych zaliczają się na przykład umieszczanie elementu obrabianego na obrabiarce lub pisanie programu obróbki.
Taylor stwierdził, że zadania, które nie zwiększają wartości, powinny zostać wykonanie jak najszybciej oraz w sposób minimalizujący ich wpływ na całkowity koszt produkcji. Automatyzacja może pomóc w wykonywaniu zadań takich jak ładowanie i umieszczanie części, co pozwolić zaoszczędzić czas i pieniądze.
 |
| Rys. 7: Produktywność i efektywność kosztów można osiągnąć na różne sposoby |
Producenci uważają zwykle, że najlepszym sposobem na skrócenie czasu przetwarzania jest zwiększenie parametrów obróbki. Większość warsztatów nie zwraca uwagi na czas spędzony na czynności takie jak na przykład konstruowanie, które stanowi aż 40% całkowitego czasu przetwarzania części od projektu do dostawy. Nieplanowane przestoje spowodowane awariami narzędzi, problemy z jakością lub kontrolą wióra również mogą zostać przeoczone. Podczas analizy czynności roboczych i kosztów ważne jest, aby uwzględnić wszystkie elementy składające się na czas produkcji części. (patrz pasek boczny)
Praktyczne zastosowanie optymalizacji
Trzecia faza produkcji metalowej części — realizacja — wykorzystuje narzędzia i strategie wybrane w fazie pierwszej i zebrane w fazie drugiej. Proces rzadko przebiega zgodnie z planem i właśnie w tej chwili potrzebna jest optymalizacja operacji w kwestii prędkości, niezawodności i innych czynników. Ponadto większość warsztatów pragnie również usprawnić trwające procesy. Po przeprowadzeniu organizacji i racjonalizacji w fazie pierwszej i drugiej praktyczna optymalizacja umożliwia warsztatowi osiągnięcie technicznych i ekonomicznych korzyści poprzez połączenie posuwu, prędkości i głębokości skrawania, które zapewni wymagane rezultaty.
Inteligentne wprowadzanie nowych technologii
Producenci stoją obecnie w obliczu stosunkowo nowych wyzwań, takich jak wymagania dotyczące zrównoważonego rozwoju i ochrony środowiska. Inteligentne wprowadzanie nowych technologii i procesów pozwala sprostać tym wyzwaniom. Przykładowo obróbka bez użycia chłodziwa pozwala ograniczyć stosowanie substancji chłodzących, co z kolei zmniejsza potencjalny wpływ płynów na środowisko oraz na koszt ich utylizacji. Wzrastające wykorzystanie bezołowiowych elementów obrabianych ma na celu wyeliminowanie szkodliwych metali ze środowiska. Usprawnienie parametrów procesów oraz wydajności narzędzi produkcyjnych zapewni znaczne oszczędności energii.
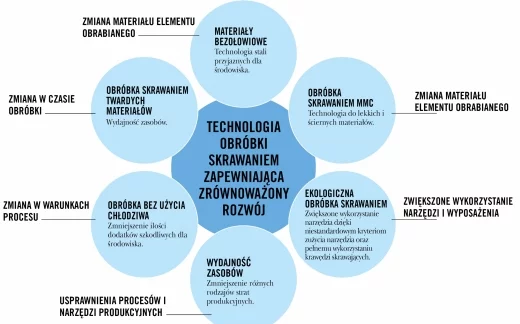 |
| Rys. 8: Rozwój procesów obróbki |
Podsumowanie: faza 4 i szkolenia STEP
Zakłady produkcyjne o różnej wielkości mogą korzystać z tych dziesięciu prostych kroków, aby usprawnić swoje działania. Czwarta faza procesu produkcyjnego obejmuje szkolenia wewnętrzne. Celem tych szkoleń jest uświadomienie personelowi warsztatu, że problemy związane z produktywnością nie zawsze wymagają ogromnych inwestycji, zaawansowanych technologii i dużej siły roboczej.
Szkolenia prowadzone podczas usprawniania działalności lub grupy działań można powtarzać i rozszerzać na podobne sytuacje w całym warsztacie. Szkolenia te należy uzupełnić zorganizowanym programem szkoleniowym, takim jak program edukacji technicznej Seco (Seco Technical Education Program, STEP). Jest to dobrze zorganizowany i praktyczny program mający na celu zapoznanie użytkowników z najnowszymi technikami i systemami narzędzi. Szkolenia, w połączeniu z praktycznym zapoznaniem się z analizą procesów oraz usprawnień, stanowią klucz do stworzenia kultury rozwiązywania problemów i usprawnień procesów, która zapewni długotrwały sukces produkcyjny.
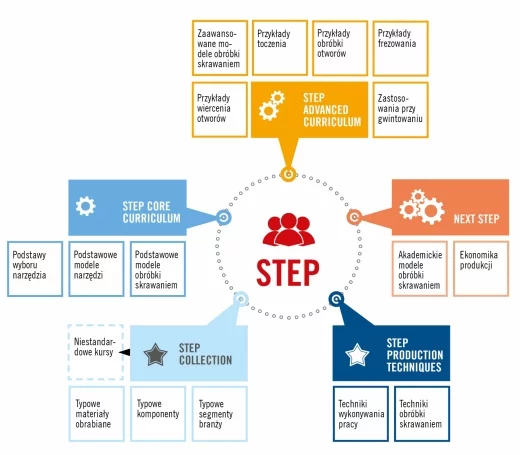 |
| Rys. 9: Kompletna oferta STEP |
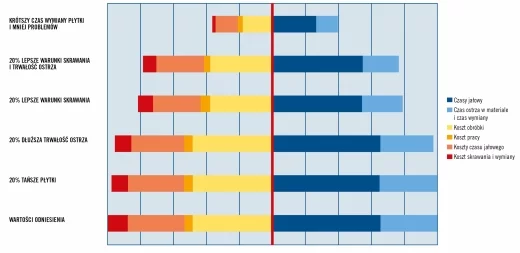
(pasek boczny)
Śledzenie ukrytych kosztów
Podczas praktycznej analizy roboczej koszty mogą być oczywiste, ukryte lub też mogą zostać przeoczone. Czynniki wpływające na całkowity koszt przetwarzania surowców na wykończone elementy obrabiane można z reguły podzielić na osiem kategorii: narzędzia i systemy narzędziowe; materiały elementów obrabianych; procesy i dane procesów; personel i organizacja; konserwacja; specjalne czynniki; urządzenia zewnętrzne oraz różnego rodzaju czynniki losowe.
Najbardziej oczywistym czynnikiem generującym koszty jest czas przetwarzania. Obejmuje on czas obróbki, a także czas poświęcony na konfigurację obrabiarki i narzędzi, obsługę elementów obrabianych oraz kontrolę jakości. Wiadomo, że planowany czas przestoju jest potrzebny na konfigurację i obsługę obrabianych elementów, jednak mniej oczywistą kategorią czasu procesu są nieplanowane przerwy w pracy wynikające z nieprzewidzianego pogorszenia stanu narzędzi, problemów z wiórami oraz niespójnej jakości.
Zawodne procesy obróbki, które powodują obniżenie jakości lub odrzucenie części, uszkodzenie narzędzi lub elementów obrabianych, a także problemy z systemami, niepotrzebnie wydłużają czasy procesów i zwiększają wydatki. Główne czynniki, takie jak czas obróbki skrawaniem i zaplanowane wymiany narzędzi, mogą w mniejszym stopniu wpłynąć na ogólny czas przetwarzania niż skutki błędów operatora i błędy systemu.
Konstruowanie — składające się z czynności ogólnych, geometrycznych (programowanie) i technicznych (wybór parametrów narzędzi i obróbki) — jest często pomijane podczas obliczania całkowitego czasu produkcji. Programowanie części stanowi istotny składnik czasu konstruowania, jednakże znaczna część procesu konstruowania polega na rozwiązywaniu kwestii technologicznych takich jak wybór narzędzia oraz parametrów obróbki.
Ilustracja (3 strona pliku pdf) przedstawia narastający charakter czasu i kosztów obróbki. Oś pionowa przedstawia koszt, natomiast oś pozioma symbolizuje czas. Osiem grup czynników oznaczono różnymi kolorami. Kolor jasnoniebieski oznacza systemy narzędziowe, kolor jasnożółty to materiały obrabianego elementu, kolor jasnopomarańczowy przedstawia procesy i dane procesów itd. W tym uproszczonym ogólnym przykładzie wstępnie obliczony koszt wytworzenia obrabianego elementu ma wartość 1,0, natomiast czas odniesienia ma wartość zerową. Ilustracja przedstawia, jak osiem czynników kosztu narzędzia składa się na prawie 80% dłuższy czas całkowity od planowanego, powodując koszty 3,5-krotnie wyższe od zakładanych.
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
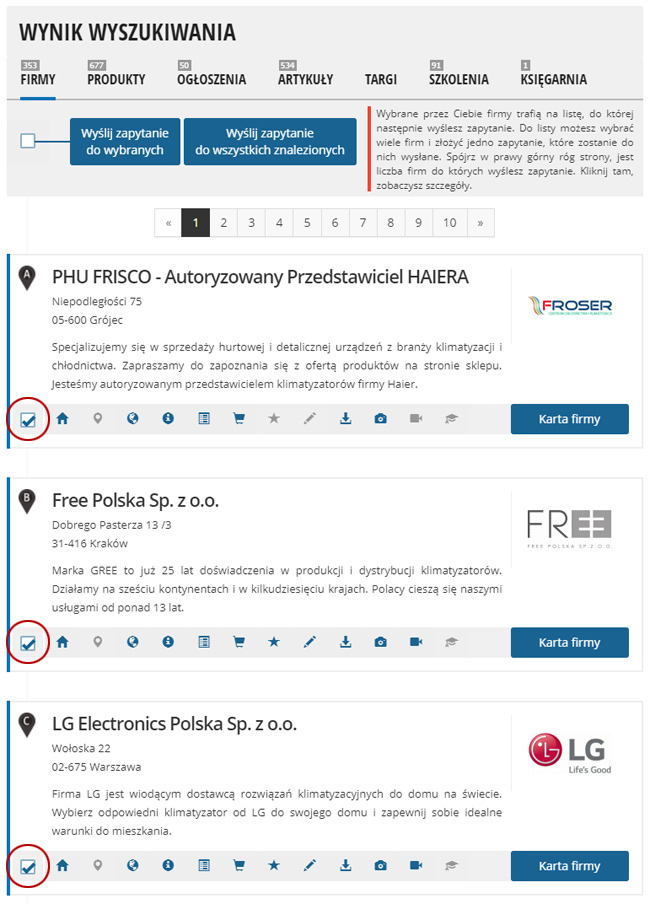
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








