 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.

Klienci zgłaszali zapotrzebowanie na nowy gatunek węglika, który umożliwiłby zwiększenie prędkości skrawania podczas frezowania stopu tytanu 6Al4V, zamiast zwiększania prędkości posuwu lub głębokości frezowania, skutkujących zwiększeniem siły działającej na obrabiany przedmiot, uchwyt i wrzeciono maszyny.

W celu rozwiązania problemów, z którymi producenci mierzą się w odniesieniu do procesów frezowania tarczowego materiałów trudnych w obróbce, firma Seco Tools ogłosiła wprowadzenie do sprzedaży nowej linii produktów: korpusów frezów tarczowych 335.18 i 335.19. Gęsta podziałka płytek zwiększa stabilność i produktywność, podczas gdy wewnętrzny system chłodzenia typu plug-and-play zapewnia najwyższą trwałość narzędzia i doskonałą kontrolę wiórów.

Stal wciąż jest najpopularniejszym materiałem konstrukcyjnym, pomimo ciągłego rozwoju inżynierii materiałowej i wykorzystywaniu w przemyśle nowych materiałów, takich jak aluminium i jego stopy czy materiały kompozytowe.
...pozwala producentom urządzeń i form wtryskowych korzystać z dużego obszaru roboczego centrum obróbczego Umill firmy EMCO Mecof

WIDIA wprowadza nowy gatunek węglika przeznaczony do frezowania tytanu i innych stopów żaroodpornych.
Znaczenie uchwytów narzędziowych jest ciągle zaniżone, zwłaszcza kiedy mówimy o obróbce zgrubnej lub w ciężkich warunkach. Wydajność usuwania materiału w tego typu procesach jest absolutnie kluczowa dla produktywności procesu skrawania.

Pełnowęglikowy frez walcowy VariMill III ER posiadający siedmiorowkową konstrukcję z zatoczeniem mimośrodowym krawędzi, będący najnowszym dodatkiem do rodziny WIDIA VariMill

Wiele branż produkcyjnych w skali globalnej, takich jak produkcja samochodów, transport, lotnictwo, energetyka i inżynieria ogólna – osiąga nowe poziomy wzrostu i aktywności. Rozwój ten wiąże się jednak z większą konkurencją i wyższymi wymaganiami klientów w zakresie poprawionej wydajności i kontroli kosztów.

W ramach polityki nieustannego doskonalenia, jak również w celu dostarczania najbardziej ekonomicznych rozwiązań narzędziowych, firma Seco Tools ogłosiła wprowadzenie nowej rodziny elastycznych i bardzo wydajnych frezów walcowo-czołowych z serii Jabro® JSE510. Te monolityczne frezy zostały przeprojektowane pod kątem sztywności, kontroli wióra i trwałości w celu zapewnienia najniższych możliwych kosztów w przeliczeniu na metr obróbki stali, stali nierdzewnej, żeliwa, tytanu i niektórych materiałów aluminiowych, a także wyjątkową niezawodność w szerokim zakresie zastosowań.

Nowe frezy walcowo-czołowe Jabro®-Solid2 JS750 firmy Seco zwiększają trwałość narzędzia o 25–40% w porównaniu z poprzednimi technologiami stosowanymi w narzędziach.
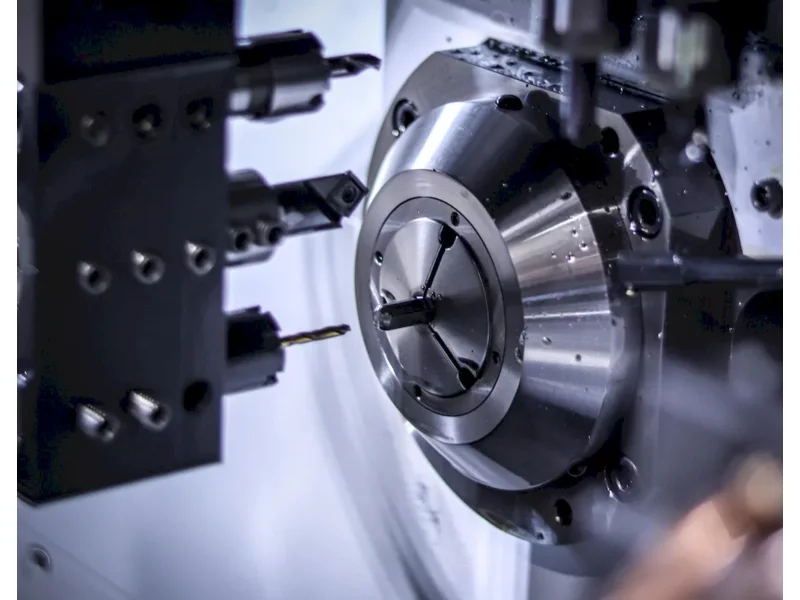
Obróbka CNC jest procesem produkcyjnym, w którym surowy materiał jest przetwarzany na gotowy produkt. Wykorzystywane są do tego sterowane komputerowo maszyny zwane obrabiarkami CNC. Jest to nowocześniejsza wersja konwencjonalnej obróbki skrawaniem. Tam za ruchy maszyny jest odpowiedzialny operator korzystający w tym celu z pokręteł i dźwigni.

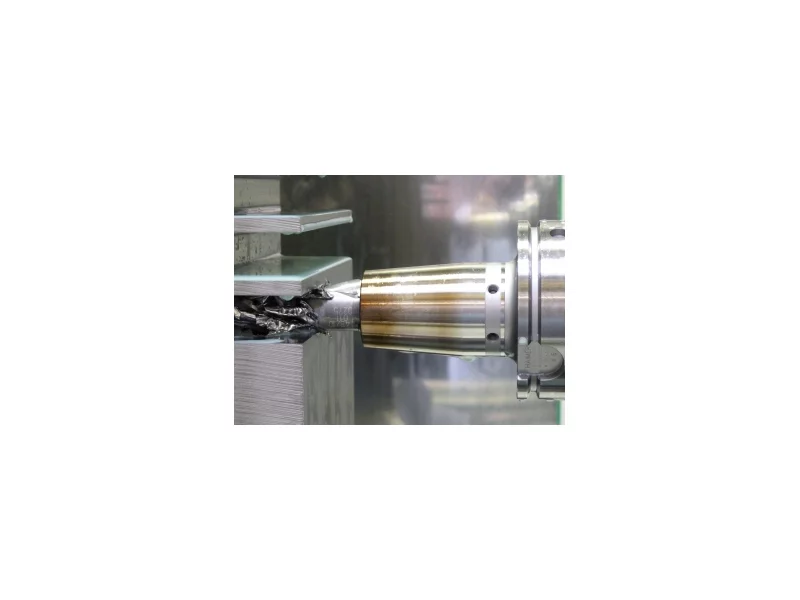
Producent obrabiarek Fives Cincinnati dzięki wykorzystaniu złącza wrzeciona KM4X ustanawia nowe poziomy wydajności usuwania metalu w swoich wiodących w branży frezarko-kopiarkach XT

Firma Seco Tools oferuje gatunek płytki MP2050, który dzięki optymalnemu połączeniu ciągliwości z odpornością na ścieranie pozwala na skuteczną obróbkę skrawaniem materiałów żaroodpornych.

Pełnowęglikowy frez walcowy VariMill III ER posiadający siedmiorowkową konstrukcję z zatoczeniem mimośrodowym krawędzi, będący najnowszym dodatkiem do rodziny WIDIA VariMill, został skonstruowany w celu osiągania wyższych wartości usuwania metalu, dłuższej żywotności i poprawionej jakości wykończenia powierzchni wymagających materiałów obrabianych, takich jak tytan i jego stopy.
Obróbka metali na maszynach CNC jest jedną z najbardziej rozwiniętych metod produkcji części metalowych dla przemysłu na świecie. Stanowi ona kolejne ogniwo w rozwoju stosowanej od lat technologii obróbki skrawaniem. Przez wiele lat do obróbki metali wykorzystywano maszyny konwencjonalne, których ruchy robocze były wywoływane przez operatora przy pomocy dźwigni lub pokręteł. Powodowało to szereg niedogodności związanych z tym, że proces był w dużej mierze uzależniony od człowieka będącego operatorem maszyny.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
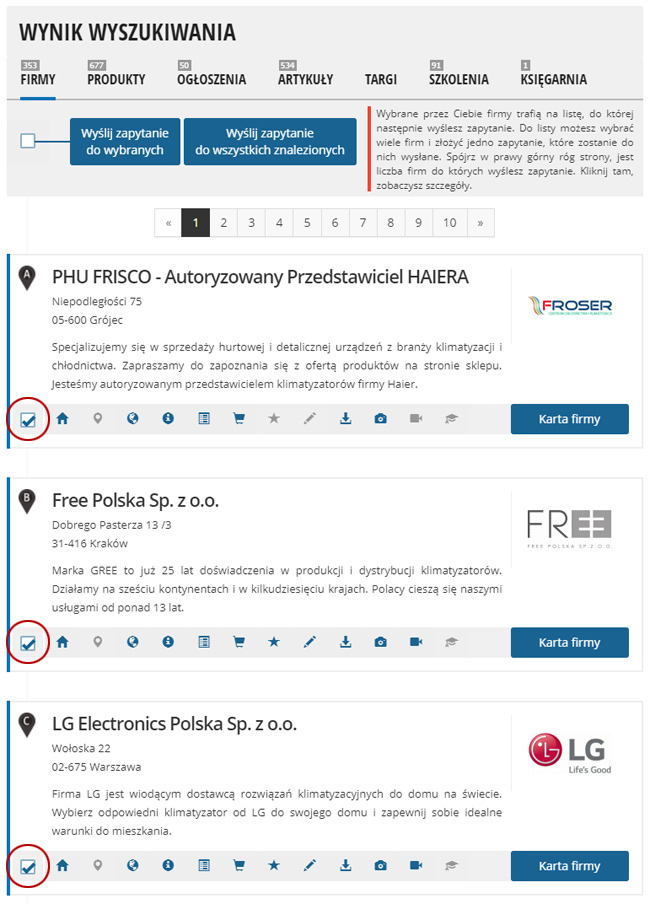
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
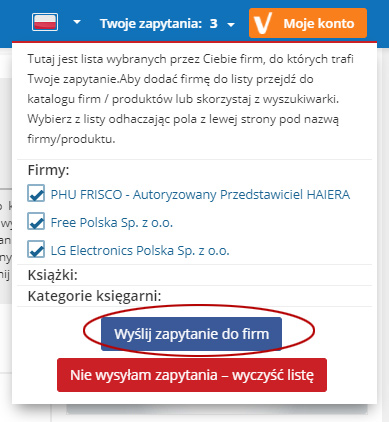
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
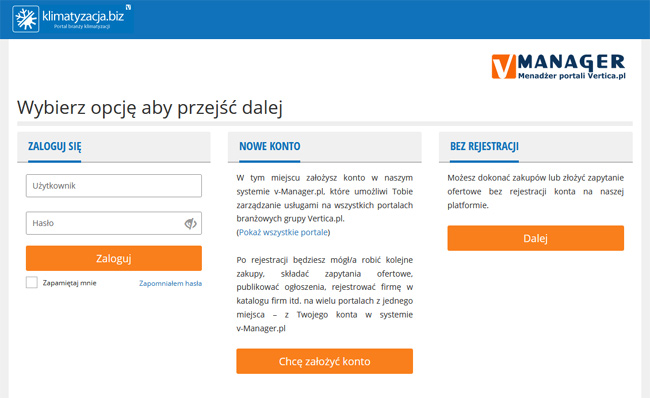
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
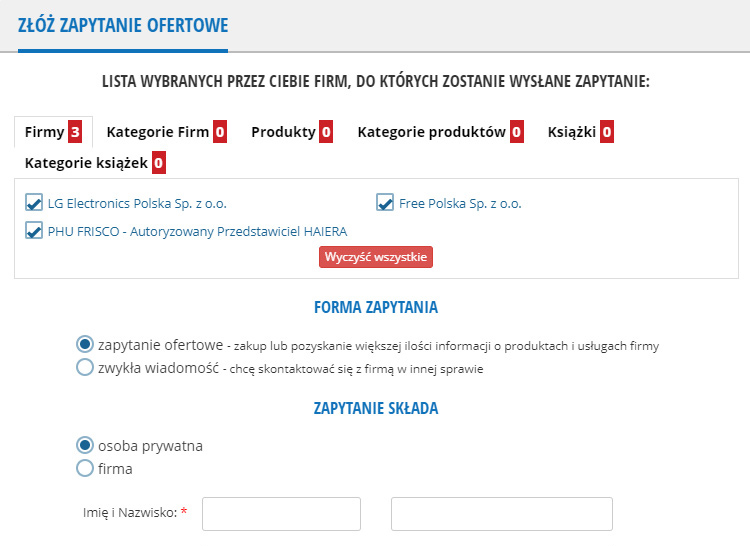
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.

