 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
09-03-2017, 00:00
Data publikacji: 01-02-2017
Bezpieczeństwo maszyn -- Elementy systemów sterowania związane z bezpieczeństwem -- Część 1: Ogólne zasady projektowania
Zakres:
W niniejszej części ISO 13849 zawarto wymagania dotyczące bezpieczeństwa i wskazania dotyczące zasad projektowania i integracji elementów systemów sterowania związanych z bezpieczeństwem (SRP/CS), łącznie z projektowaniem oprogramowania. Dla tych elementów SRP/CS określono właściwości, z uwzględnieniem poziomów zapewnienia bezpieczeństwa, wymagane do realizacji funkcji bezpieczeństwa. Dotyczy to SRP/CS pracujących w trybie częstego lub ciągłego przywoływania niezależnie od typu zastosowanej techniki i rodzaju energii (elektryczna, hydrauliczna, pneumatyczna, mechaniczna itp.) przy wszystkich rodzajach maszyn.
W normie nie określono, jakie funkcje bezpieczeństwa i poziomy zapewnienia bezpieczeństwa należy stosować w konkretnym przypadku.
W niniejszej części ISO 13849 określono wymagania specyficzne dla SRP/CS, w których wykorzystano elektroniczny(-e) układ(-y) programowalny(-e).
W normie nie podano szczegółowych wymagań dotyczących projektowania wyrobów, które są elementami SRP/CS. Niemniej jednak podane zasady, takie jak kategorie lub poziomy zapewnienia bezpieczeństwa, które mogą być stosowane.
UWAGA 1 Przykłady wyrobów, które są elementami SRP/CS: przekaźniki, zawory elektromagnetyczne, łączniki drogowe, PLC, jednostki sterujące silnikami, urządzenia oburęcznego sterowania, urządzenia czułe na nacisk. Przy projektowaniu takich wyrobów ważne jest odwołanie się do odpowiednich Norm Międzynarodowych, np. ISO 13851, ISO 13856-1 i ISO 13856-2.
UWAGA 2 Definicję wymaganego poziomu zapewnienia bezpieczeństwa podano w 3.1.24.
UWAGA 3 Podane w niniejszej części ISO 13849 wymagania dotyczące programowalnych układów elektronicznych są zgodne z metodyką projektowania i rozwoju związanych z bezpieczeństwem elektrycznych, elektronicznych i elektronicznych programowalnych układów sterowania maszyn podaną w normie IEC 62061.
UWAGA 4 W przypadku części z PLr = e oprogramowanie wbudowane związane z bezpieczeństwem jest opisane w normie IEC 61508-3:1998, Rozdział 7.
Data publikacji: 01-02-2017
Zbiorniki kriogeniczne -- Wymagania dla materiałów dotyczące odporności na obciążenia udarowe w temperaturach kriogenicznych -- Część 1: Temperatury poniżej -80 °C
Zakres:
W niniejszej części normy ISO 21028 określono wymagania dotyczące odporności na obciążenia udarowe materiałów metalowych, używanych w temperaturze poniżej -80 °C, w celu zapewnienia ich odpowiedniości dla zbiorników kriogenicznych.
Niniejsza część normy ISO 21028 nie ma zastosowania do stali niestopowych i odlewów.
Data publikacji: 06-02-2017
Wyroby walcowane na zimno przeznaczone na opakowania -- Blacha najcieńsza
Zakres:
W niniejszej Normie Europejskiej podano wymagania dotyczące blachy najcieńszej w postaci kręgów przeznaczonej do bezpośredniego zastosowania i głównie do produkcji blach ocynowanych, blach elektrolitycznie powlekanych powłoką chrom/tlenek chromu (ECCS) i blach elektrolitycznie ocynkowanych.
Blachę najcieńszą dostarcza się w grubościach nominalnych od typowych 0,10 mm do 0,60 mm, w przedziałach co 0,005 mm.
Niniejsza Norma Europejska ma zastosowanie do taśm w kręgach o szerokościach nominalnych minimum 600 mm.
Dodatkowo do niniejszej normy mają zastosowanie ogólne warunki techniczne dostawy określone w EN 10021.
* Forma udostępnienia
Data publikacji: 06-02-2017
Metale -- Instrumentalna próba wciskania wgłębnika do określania twardości i innych własności materiałów -- Część 4: Metoda badania metalowych i niemetalowych powłok
Zakres:
W niniejszej części ISO 14577 określono metodę badania powłok, która jest szczególnie przydatna do badań w zakresie nano/mikro, w szczególności powłok cienkich. Jednakże, zastosowanie tej metody według niniejszej części ISO 14577, nie jest wymagane, jeżeli głębokość wciskania wgłębnika stanowi mały ułamek grubości powłoki tak, że w każdym z przypadków wpływ podłoża może być pominięty, a powłoka może być uznana za materiał luźny. Podano limity dla takich przypadków.
Niniejsza metoda jest ograniczona do badania pojedynczych warstw, gdy wgłębienie jest wykonywane prostopadle do badanego fragmentu powierzchni, ale stopniowane i wielowarstwowe powłoki mogą być również mierzone na przekroju poprzecznym w przypadku, gdy grubość poszczególnych warstw lub stopniowań jest większa niż rozdzielczość przestrzenna procesu wciskania wgłębnika.
Niniejsza metoda badania nie jest ograniczona do żadnego konkretnego rodzaju materiału. Powłoki metalowe i niemetalowe są określone w zakresie niniejszej części ISO 14577. W niniejszej części ISO 14577 termin powłoka jest używany w odniesieniu do dowolnej stałej warstwy o jednorodnych właściwościach innych niż podłoże, z którym jest związana. Niniejsza metoda zakłada, że właściwości powłoki są stałe wraz z głębokością wciskania wgłębnika. Powłoki kompozytowe uważane są za jednorodne, gdy rozmiar struktury jest mniejszy niż rozmiar wgłębienia.
Stosowanie niniejszej części ISO 14577 w zakresie pomiaru twardości wgłębienia jest możliwe tylko wtedy, gdy wgłębnik ma kształt piramidy lub stożka o promieniu krzywizny wystarczająco małym dla odkształcenia plastycznego występującego w powłoce. Twardości materiałów lepkosprężystych lub materiałów wykazujących znaczne pełzanie będą istotnie uzależnione od czasu potrzebnego do przeprowadzenia badania.
Data publikacji: 06-02-2017
Metale -- Próba udarności sposobem Charpy'ego -- Część 1: Metoda badania
Zakres:
W niniejszej części ISO 148 określono próbę udarności Charpy'ego (z karbem V lub karbem U) polegającą na pomiarze energii pochłoniętej w trakcie badania udarności metali. Niniejsza część ISO 148 nie obejmuje oprzyrządowanej próby udarowej, która jest określona w ISO 14556. Załączniki B i C bazują na ASTM E23 i zostały użyte za zgodą ASTM International, 100 Barr Harbor Drive, P.O. Box C700, West Conshohocken, PA 19428-2959, USA
Dta publikacji: 07-02-2017
Metale -- Próba udarności sposobem Charpy'ego -- Część 2: Sprawdzanie młotów wahadłowych
Zakres:
W niniejszej części ISO 148 omówiono sprawdzanie elementów młotów wahadłowych stosowanych w próbie udarności, pod względem ich elementów konstrukcyjnych, ogólnej wydajności i dokładności wyników jakie podają. Ma to zastosowanie do młotów wahadłowych o 2 mm lub 8 mm nożach udarowych używanych do przeprowadzonych prób udarności, na przykład, zgodnie z normą ISO 148-1.
Niniejsza norma może być stosowana do młotów wahadłowych używanych w próbie udarności o różnych wydajnościach i innej konstrukcji. Młoty wahadłowe stosowane w próbie udarowej w przemyśle, ogólnym lub badawczym laboratorium metali zgodnie z niniejszą częścią ISO 148 są dalej maszynami przemysłowymi. Te z bardziej rygorystycznymi wymaganiami są określane jako maszyny odniesienia. Specyfikacje dla sprawdzania maszyn odniesienia znajdują się w ISO 148-3.
W niniejszej części ISO 148 opisano dwie metody sprawdzania:
a) Metoda bezpośrednia, która ma statyczny charakter, obejmuje pomiar części krytycznych maszyny w celu zapewnienia, że spełnia wymagania niniejszej części ISO 148. Przyrządy służące sprawdzaniu i kalibracji są zgodne z normami krajowymi;
b) Metoda pośrednia, która ma dynamiczny charakter, wykorzystuje próbki wzorcowe do badań w celu sprawdzania punktów na skali pomiarowej dla zaabsorbowanej energii. Wymagania dotyczące próbek do badań odniesienia znajdują się w ISO 148-3.
Młot wahadłowy stosowany w próbie udarności nie jest zgodny z niniejszą części ISO 148, dopóki nie zostanie sprawdzony przez obie metody bezpośrednią i pośrednią i spełni wymagania Rozdziału 6 i Rozdziału 7.
Niniejsza część ISO 148 opisuje jak oceniać poszczególne składowe energii całkowitej pochłoniętej w złamaniu próbki do badań. Całkowita energia pochłonięta składa się z
Data publikacji: 07-02-2017
Metale -- Próba udarności sposobem Charpy'ego -- Część 3: Przygotowanie i charakterystyka próbek wzorcowych Charpy-V do pośredniego sprawdzania młotów wahadłowych
Zakres:
W niniejszej części ISO 148 określono wymagania, przygotowanie i metody dla kwalifikowanych próbek do badań stosowanych do pośredniego sprawdzania młotów wahadłowych w próbie udarności zgodnie z ISO 148-2.
Określono próbki do badań z karbem o wymiarach nominalnych identycznych do tych, określonych w ISO 148-1; jakkolwiek, tolerancje są bardziej rygorystyczne.
UWAGA 1 Skład chemiczny lub obróbka cieplna lub oba, są zmieniane zgodnie z pożądanym poziomem energii.
UWAGA 2 Próbki wzorcowe do badań są kwalifikowane na wzorcowych młotach wahadłowych stosowanych w próbie udarności, które są również opisane w tej części ISO 148
Data publikacji: 07-02-2017
Spiekane materiały metaliczne, z wyjątkiem węglików spiekanych -- Próbki do badań zmęczeniowych
Zakres:
W niniejszym dokumencie określono
Niniejszy dokument ma zastosowanie do wszystkich metali spiekanych i ich stopów, z wyjątkiem węglików spiekanych.
Data publikacji: 07-02-2017
Aluminium i stopy aluminium -- Kształtowniki wyciskane precyzyjne ze stopów EN AW-6060 i EN AW-6063 -- Część 2: Dopuszczalne odchyłki wymiarów i kształtu
Zakres:
W niniejszej Normie Europejskiej określono dopuszczalne odchyłki wymiarów i kształtu kształtowników precyzyjnych wyciskanych ze stopów EN AW-6060 i EN AW-6063 wytwarzanych z barierą i bez bariery cieplnej. Stosuje się do wyrobów dostarczanych bez dalszej obróbki powierzchni. Kształtowniki ujęte w niniejszej normie odróżniają się od kształtowników wyciskanych przeznaczonych do ogólnych zastosowań ujętych w EN 755-9 następującymi cechami:
W przypadku kształtowników trudnych do wytworzenia i określenia ze względu na złożoność ich konstrukcji może być konieczne osiągnięcie specjalnych uzgodnień między dostawcą i zamawiającym.
Data publikacji: 13-02-2017
Rękawice chroniące przed zagrożeniami mechanicznymi
Zakres:
W niniejszej Normie Europejskiej określono wymagania, metody badań, znakowanie oraz informacje, które powinny być dostarczone, w odniesieniu do rękawic chroniących przed zagrożeniami mechanicznymi wskutek ścierania, przecięcia ostrzem, rozdzierania, przekłucia oraz uderzenia. Niniejsza norma jest przeznaczona do stosowania w połączeniu z EN 420. Metody badań opisane w niniejszej normie mogą mieć również zastosowanie do ochraniaczy ramion.
Data publikacji: 13-02-2017
Badania nieniszczące spoin -- Zasady ogólne dotyczące metali
Zakres:
W niniejszym dokumencie podano wytyczne wyboru metod badań nieniszczących (NDT) spoin oraz oceny wyników badań w celu kontroli jakości, w oparciu o wymagania dotyczące jakości, materiału, grubości spoiny, procesu spawania a także zakres badań.
W niniejszym dokumencie określono również zasady ogólne mające zastosowanie do różnych rodzajów badań, zarówno w zakresie metodologii jak i poziomów jakości.
Poziomy akceptacji nie mogą stanowić bezpośredniej interpretacji poziomów jakości z PN-EN ISO 5817 lub PN-EN ISO 10042. Są one powiązane z ogólną jakością wykonanej partii spoin.
Wymagania dotyczące poziomu akceptacji dla NDT są zgodne wymaganiami dla poziomów jakości podanymi w ISO 5817 lub ISO 10042 (wymagania łagodne, średnie, ostre) tylko na zasadach ogólnych, a nie w szczegółach dotyczących każdego wskazania.
Zależności pomiędzy normami dotyczącymi jakości badań nieniszczących i poziomów akceptacji podano w Załączniku A.
Załącznik B zawiera przegląd norm związanych z poziomami jakości, poziomami akceptacji i metodami badań NDT.
Data publikacji: 13-02-2017
Badania nieniszczące złączy spawanych -- Badania wizualne złączy spawanych
Zakres:
W niniejszym dokumencie podano zasady prowadzenia badań wizualnych spawanych złączy materiałów metalowych. Norma może być także zastosowana do badań wizualnych złączy przed spawaniem.
Data publikacji: 14-02-2017
Powłoki metalowe -- Elektrolityczne powłoki cynkowe i ze stopów cynku na żelazie lub stali z obróbką dodatkową bez Cr(VI)
Zakres:
Niniejsza Norma Międzynarodowa ma zastosowanie do elektrolitycznych powłok cynkowych i ze stopów cynku na żelazie lub stali z pasywacją bez Cr(VI). Stopowe powłoki cynkowe zawierają nikiel lub żelazo jako pierwiastki stopowe (nazywane są odpowiednio jako powłoki cynk/nikiel i cynk/żelazo).
Zasadniczą rolą tych powłok lub systemów powłok jest ochrona elementów z żelaza lub stali przed korozją.
W niniejszej Normie Międzynarodowej określono
Data publikacji: 22-02-2017
Badania nieniszczące spoin -- Kryteria akceptacji badań radiograficznych -- Część 1: Stal, nikiel, tytan i ich stopy
Zakres:
W niniejszym dokumencie podano poziomy akceptacji dla wskazań niezgodności w spoinach doczołowych stali, niklu, tytanu i ich stopów wykrytych podczas badań radiograficznych. Jeśli tak uzgodniono, poziomy akceptacji mogą być zastosowane do innych typów złączy spawanych lub materiałów.
Poziomy akceptacji mogą być związane z normami spawalniczymi, normami wyrobu, warunkami technicznymi lub przepisami. W niniejszej część ISO 10675 zakłada się, że badania radiograficzne były wykonywane zgodnie z ISO 17636-1 oraz z ISO 17636-2.
Gdy szacuje się czy złącze spawane spełnia wymagania podane dla określonego poziomu jakości, rozmiary niezgodności dopuszczone przez normy są porównywane z wymiarami wskazań ujawnionych na wykonanym radiogramie złącza spawanego.
Zestawienie zostało opracowane przez Redakcję Blacha.biz
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
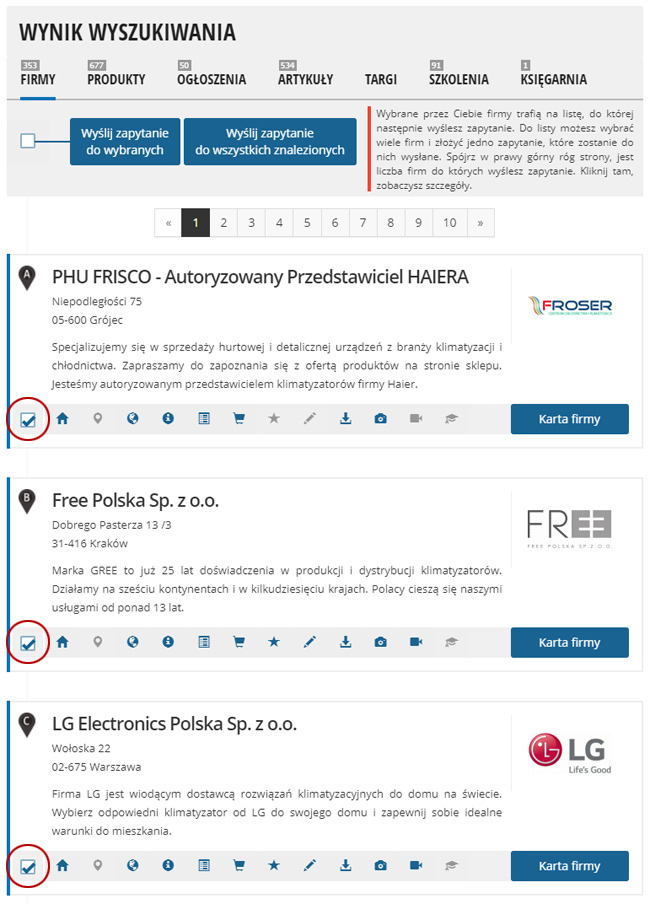
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
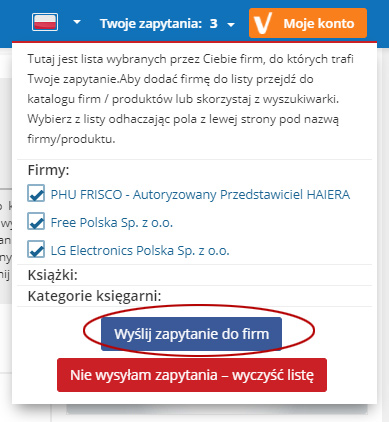
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
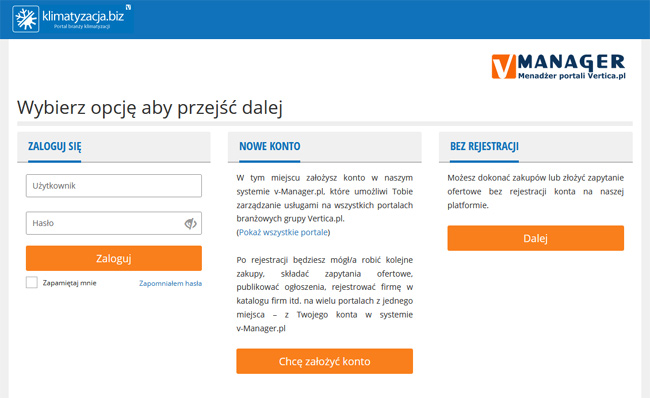
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
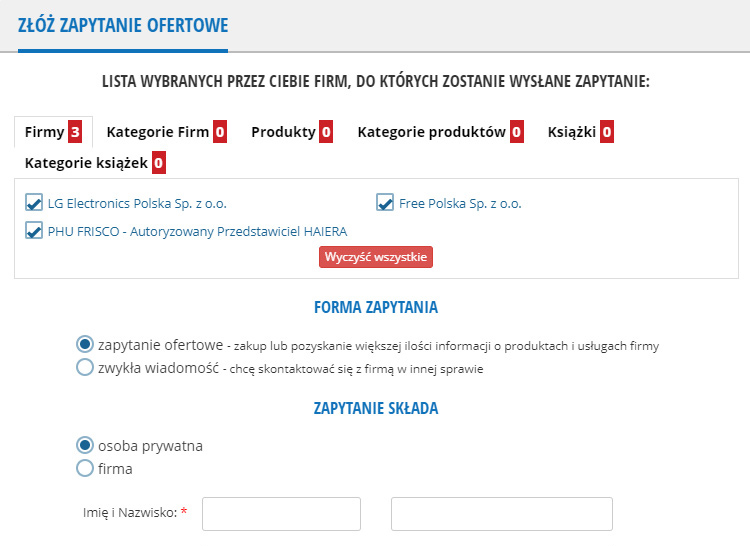
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








