 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
19-06-2017, 00:00
Data publikacji: 05-05-2017
Magnez i stopy magnezu -- Magnez niestopowy
Zakres
W niniejszej Normie Europejskiej określono gatunki i odpowiadające im wymagania odlewanego magnezu niestopowego.
W niniejszej Normie Europejskiej określonoskład chemiczny, oznaczenie, badania, cechowanie i dokumenty kontroli.
Data publikacji: 05-05-2017
Aluminium i stopy aluminium -- Walcowane na gorąco płyty pancerne ze spawalnych stopów aluminium -- Warunki techniczne dostawy
Zakres
W niniejszej Normie Europejskiej określono warunki techniczne dostawy płyt pancernych ze spawalnych stopów aluminium o nominalnej grubości pomiędzy 10 mm i 70 mm.
Mogą być stosowane inne warunki techniczne dla grubości poniżej 10 mm.
Data publikacji: 09-05-2017
Aluminium i stopy aluminium -- Wyroby przerobione plastycznie -- Oznaczenia stanów
Zakres
W niniejszej Normie Europejskiej ustalono oznaczenia stanów wszystkich przerobionych plastycznie postaci aluminium i stopów aluminium oraz odlewanych sposobem ciągłym z aluminium i stopów aluminium produktów wyjściowych do ciągnienia i taśm przeznaczonych do przeróbki plastycznej.
Dodatkowe oznaczenia stanów, dostosowane do niniejszej normy, mogą być znormalizowane przez CEN/TC 132 i AECMA/5 pod warunkiem, że:
- oznaczenie jest stosowane lub może być stosowane przez więcej niż jednego użytkownika,
- określone są granice własności mechanicznych,
- cechy charakterystyczne stanów znacznie różnią się od wszystkich innych stanów mających te same podstawowe obróbki, dla których poprzednie oznaczenia są przydzielone dla tych samych stanów i wyrobów,
- w przypadku, gdy rozpatrywane są ważne własności inne niż własności mechaniczne określone są również :
a) metody badań i granice tych własności lub
b) specyficzne operacje zastosowane do uzyskania tego stanu.
Data publikacji: 11-05-2017
Stopy żelaza -- Obróbka cieplna -- Terminologia
Zakres
W niniejszym dokumencie zdefiniowano ważne terminy stosowane w obróbce cieplnej stopów żelaza.
UWAGA Termin stopy żelaza obejmuje wyroby i przedmioty obrabiane ze stali i żeliwa.
W Załączniku A zawarto alfabetyczny wykaz terminów zdefiniowanych w niniejszym dokumencie oraz ich odpowiedniki w języku francuskim, niemieckim, chińskim i japońskim.
W Tablicy 1 przedstawiono różne fazy żelazo-węgiel (Fe-C).
Data publikacji: 15-05-2017
Wykonanie konstrukcji stalowych i aluminiowych -- Część 5: Wymagania techniczne dotyczące profilowanych na zimno aluminiowych elementów konstrukcyjnych oraz konstrukcji poszycia dachów, sufitów, stropów i ścian
Zakres
Niniejsza Norma Europejska określa wymagania dotyczące sporządzania dokumentacji oraz wykonywania tj. produkcji i montażu kształtowanych na zimno aluminiowych elementów konstrukcyjnych z blach profilowanych (np. na poszycia dachów, ścian, stropów i sufitów). Obejmuje ona elementy klasy konstrukcyjnej I i II według EN 1999-1-4 stosowane w konstrukcjach przenoszących obciążenia przeważająco statyczne.
Jako elementy konstrukcyjne traktuje się w normie profilowane na zimno blachy trapezowe faliste i panwiowe oraz kasety (rysunek 1).Ujęto w normie również blachy perforowane i mikro-profilowane.
Kształtowniki spawane nie są ujęte w niniejszej normie i są przedmiotem EN-1090-3, z wyjątkiem spoin uszczelniających w strefach małych naprężeń.
Niniejsza norma obejmuje również elementy konstrukcji dystansowych pomiędzy zewnętrznym i wewnętrznym lub górnym i dolnym poszyciem oraz konstrukcji wsporczych dachów ścian i sufitów z blach profilowanych na zimno oraz ich połączenia i przyłącza przenoszące obciążenia.
Razem z EN-1090-4 norma uwzględnia także elementy konstrukcyjne aluminiowe współpracujące ze stalowymi np. kasety stalowe usztywnione poszyciem aluminiowym. Nie obejmuje jednak elementów konstrukcji wykorzystujących współpracę różnych materiałów jak płyty warstwowe i płyty zespolone.
UWAGA Przykładowe konstrukcje, które obejmuje niniejsza norma:
- jedno i wielo-warstwowe dachy, w których nośna konstrukcja ( poszycie dolne), jak również pokrycie dachu (poszycie górne), albo oba poszycia składają się z elementów konstrukcyjnych;
- jedno i wielo-warstwowe ściany, w których nośna konstrukcja (wewnętrzne poszycie), jak również obudowa ściany (zewnętrzne poszycie), albo oba poszycia składają się z elementów konstrukcyjnych;
- sufity podwieszane stosowane jako wewnętrzna obudowa.
Data publikacji: 16-05-2017
Natryskiwanie cieplne -- Określanie przyczepności metodą odrywania
Zakres
W niniejszym dokumencie przedstawiono procedurę określania przyczepności powłok natryskanych cieplnie metodą odrywania pod wpływem rozciągania w kierunku prostopadłym do powierzchni powłoki przez zastosowanie próby rozciągania. Przy użyciu tej procedury zapewnia się porównywalność wyników badań.
Badanie to ma na celu określenie przyczepności między natryskaną cieplnie powłoką a materiałem podłoża lub między spoiwem a warstwą wierzchnią i/lub określenie wytrzymałości kohezyjnej danej warstwy wierzchniej systemu powłokowego. W pewnych przypadkach powłoki natryskane cieplnie mogą mieć więcej niż dwie warstwy. Metoda podana w niniejszym dokumencie ma również zastosowanie do określenia przyczepności między różnymi warstwami systemu powłokowego, który składa się z więcej niż dwóch warstw.
Badanie to jest wystarczające do wzajemnego porównania powłok wytworzonych przy użyciu takich samych lub podobnych materiałów powłokowych i procesów natryskiwania cieplnego. Badania przyczepności metodą odrywania nie stosuje się do wyznaczania wartości bezwzględnych do oceny trwałości powłok podczas eksploatacji.
Badanie jest stosowane do oceny wpływu przygotowania podłoża, warunków natryskiwania i parametrów procesu na przyczepność powłok natryskanych cieplnie. Może ono być również zastosowane do monitorowania trwałości wykonania i prawidłowości procesu natryskiwania.
UWAGA Przedstawiona próba rozciągania może być również stosowana dla bardzo cienkich powłok. Ponadto przenikanie spoiwa do powłok natryskanych cieplnie o wymaganym poziomie porowatości może być zminimalizowane przez użycie odpowiedniego spoiwa (folii zamiast cieczy). Dalsze instrukcje patrz 6.5.3. Przedstawiona próba rozciągania nie jest odpowiednia do określania przyczepności metodą odrywania powłok natryskanych cieplnie ze stopów przetapialnych z uwagi na ich wysokie wartości przyczepności.
Data publikacji: 16-05-2017
Natryskiwanie cieplne -- Terminologia, klasyfikacja
Zakres
W niniejszym dokumencie zdefiniowano technologie i terminy ogólne z zakresu natryskiwania cieplnego. Technologie natryskiwania cieplnego sklasyfikowano według postaci materiału powłokowego, sposobu natryskiwania i rodzaju nośnika energii. Podano skrótowe oznaczenia procesów natryskiwania, natryskiwanych powłok i etapów wykonania.
Data publikacji: 17-05-2017
Wymagania dotyczące bezpieczeństwa wyrobów ściernych nasypowych
Zakres
Niniejsza Norma Europejska ma zastosowanie do następujących wyrobów ściernych nasypowych i kombinacji wyrobów ściernych nasypowych i włóknistych: ściernic listkowych, ściernic płatkowych, krążków ściernych z włókniny wulkanizowanej i ściernic trzpieniowych listkowych. Ma zastosowanie także do podkładek podtrzymujących krążki ścierne z włókniny wulkanizowanej. Wyroby te są wytwarzane przy użyciu następujących ziaren ściernych: tlenku glinu, węglika krzemu, diamentu lub CBN.
W niniejszej Normie Europejskiej określono wymagania i/lub środki do usuwania lub zmniejszenia zagrożeń wynikających z projektowania i stosowania wyrobów ściernych nasypowych i ich urządzeń zaciskowych.
Niniejsza Norma Europejska zawiera również procedury i badania do weryfikacji zgodności z wymaganiami, jak również informacje dotyczące bezpieczeństwa użytkowania, które mają być udostępnione użytkownikowi przez producenta.
Uwzględnione zagrożenia są wymienione w Rozdziale 4 niniejszej normy.
Niniejsza Norma Europejska nie ma zastosowania do wyrobów ściernych w całości z włókniny
PN-EN ISO 1101:2017-05 - wersja angielska
Data publikacji: 17-05-2017
Specyfikacje geometrii wyrobów (GPS) -- Tolerancje geometryczne -- Tolerancje kształtu, kierunku, położenia i bicia
Zakres
W niniejszym dokumencie zdefiniowano język symboli specyfikacji geometrii wyrobów i zasady jego interpretacji.
W dokumencie ustalono podstawy specyfikacji geometrycznych.
Ilustracje w tym dokumencie mają na celu wyjaśnienie, jak określoną specyfikację można w pełni oznaczyć za pomocą zapisu bezpośredniego (łącznie np. z TED).
UWAGA 1 W innych Normach Międzynarodowych powołanych w Rozdziale 2 oraz w Tablicach 3 i 4 podano bardziej szczegółowe informacje dotyczące tolerowania geometrycznego.
UWAGA 2 W niniejszym dokumencie podano reguły czytelnych i bezpośrednich oznaczeń specyfikacji geometrycznych. Alternatywnie te same specyfikacje można oznaczyć pośrednio zgodnie z ISO 16792 dołączając je do modelu CAD 3D. W tym przypadku możliwe jest, iż niektóre składowe specyfikacji będą dostępne poprzez funkcję wyszukiwania lub inny sposób poszukiwania informacji zawartej w modelu zamiast ich przedstawienia za pomocą zapisu bezpośredniego
Data publikacji: 24-05-2017
Specyfikacje geometrii wyrobów (GPS) -- Tolerowanie wymiarów -- Część 3: Wymiary kątowe wewnętrzne i zewnętrzne
Zakres
W niniejszej części ISO 14405 ustalono domyślny operator specyfikacji wymiaru kątowego wewnętrznego lub zewnętrznego oraz zdefiniowano pewną liczbę specjalnych operatorów specyfikacji dla elementów wymiarowalnych z wymiarem kątowym wewnętrznym lub zewnętrznym: stożek (ścięty lub nie ścięty), klin (ścięty lub nie ścięty), dwie przeciwległe linie proste (przekrój klina/klina ściętego płaszczyzną prostopadłą do linii prostej przekroju dwóch płaszczyzn klina/klina ściętego, przekrój stożka/stożka ściętego płaszczyzną zawierającą oś stożka/stożka ściętego). Patrz Rysunek 1 oraz Rysunek 2.
W niniejszej części ISO 14405 zdefiniowano również modyfikatory specyfikacji i oznaczenia rysunkowe tych wymiarów kątowych wewnętrznych i zewnętrznych.
Niniejsza część ISO 14405 obejmuje następujące wymiary kątowe wewnętrzne lub zewnętrzne
— wymiar kątowy wewnętrzny lub zewnętrzny lokalny:
— wymiar kątowy wewnętrzny lub zewnętrzny między dwoma prostymi;
— wymiar kątowy wewnętrzny lub zewnętrzny częściowy;
— wymiar kątowy wewnętrzny lub zewnętrzny globalny:
— bezpośredni wymiar kątowy wewnętrzny lub zewnętrzny globalny:
— wymiar kątowy wewnętrzny lub zewnętrzny najmniejszych kwadratów;
— wymiar kątowy wewnętrzny lub zewnętrzny minimaks;
— wymiar kątowy wewnętrzny lub zewnętrzny hierarchiczny/niebezpośredni wymiar kątowy wewnętrzny lub zewnętrzny globalny:
— wymiar kątowy wewnętrzny lub zewnętrzny maksymalny;
— wymiar kątowy wewnętrzny lub zewnętrzny minimalny;
— wymiar kątowy wewnętrzny lub zewnętrzny uśredniony;
— zakres wymiaru kątowego wewnętrznego lub zewnętrznego;
— środek rozstępu wymiaru kątowego wewnętrznego lub zewnętrznego;
— wymiar kątowy wewnętrzny lub zewnętrzny średni;
— odchylenie standardowe wymiaru kątowego wewnętrznego lub zewnętrznego.
W niniejszej części ISO 14405 zdefiniowano interpretację tolerancji wymiarów kątowych wewnętrznych i zewnętrznych oznaczonych jako:
— odchyłki graniczne + i/lub –, np. 0º /-0,5º, albo;
— oznaczone za pomocą wymiaru granicznego górnego (ULS) i/lub wymiaru granicznego dolnego (LLS), np. 35º max lub 15º min, 34º/36º,
— z modyfikatorami lub bez nich.
W niniejszej normie podano sposoby wyrażania różnych charakterystyk wymiarów kątowych wewnętrznych i zewnętrznych. Norma nie podaje informacji o zależnościach między funkcją lub zastosowaniem, a charakterystyką wymiaru kątowego
Data publikacji: 24-05-2017
Pojemniki aerozolowe -- Pojemniki z blachy ocynowanej -- Wymiary puszek dwu- i trzyczęściowych
Zakres
W niniejszej Normie Europejskiej określono wymiary dwu- i trzyczęściowych pojemników aerozolowych z blachy ocynowanej o nominalnej pojemności napełnienia.
Data publikacji: 24-05-2017
Specyfikacje geometrii wyrobów (GPS) -- Tolerancje geometryczne -- Tolerancje zarysów
Zakres
W niniejszym dokumencie podano reguły dotyczące specyfikacji geometrycznych elementów integralnych i pochodnych, przy zastosowaniu symboli charakterystyk zarysu linii i zarysu powierzchni, zdefiniowanych w ISO 1101
Data publikacji: 30-05-2017
Materiały dodatkowe do spawania -- Druty proszkowe do spawania łukowego elektrodą metalową, w osłonie gazu i bez osłony gazu, stali o wysokiej wytrzymałości -- Klasyfikacja
Zakres
W niniejszym dokumencie określono wymagania dotyczące klasyfikacji drutów proszkowych do spawania łukowego elektrodą metalową, w osłonie gazu i bez osłony gazu, stali o wysokiej wytrzymałości w stanie po spawaniu i w stanie po obróbce cieplnej, o minimalnej granicy plastyczności wyższej niż 550 MPa lub o minimalnej wytrzymałości na rozciąganie wyższej niż 590 MPa. Jeden drut proszkowy może być badany i klasyfikowany z różnymi gazami osłonowymi, jeśli jest on stosowany więcej niż z jednym.
Niniejszy dokument jest połączoną specyfikacją, podającą klasyfikację, wykorzystującą system oparty o granicę plastyczności i średnią pracę łamania dla stopiwa wynoszącą 47 J, lub wykorzystującą system oparty o wytrzymałość na rozciąganie i średnią pracę łamania dla stopiwa wynoszącą 27 J.
— Podrozdziały i tablice, które mają przyrostek „A” znajdują zastosowanie tylko do elektrod otulonych, klasyfikowanych zgodnie z systemem opartym o granicę plastyczności i średnią pracę łamania dla stopiwa wynoszącą 47 J, zgodnie z niniejszą Normą Międzynarodową.
— Podrozdziały i tablice, które mają przyrostek „B” znajdują zastosowanie tylko do elektrod otulonych, klasyfikowanych zgodnie z systemem opartym o wytrzymałość na rozciąganie i średnią pracę łamania dla stopiwa wynoszącą 27 J, zgodnie z niniejszą Normą Międzynarodową.
— Podrozdziały i tablice, które nie mają ani przyrostka „A” ani „B”, znajdują zastosowanie do wszystkich elektrod otulonych, klasyfikowanych według niniejszej Normy Międzynarodowej.
Uważa się, że charakterystyki operacyjne elektrod otulonych mogą być modyfikowane przy stosowaniu prądu impulsowego, ale dla celów niniejszej normy prąd impulsowy nie jest stosowany do określania klasyfikacji elektrody.
Zestawienie zostało opracowane przez Redakcję Blacha.biz
na podstawie ogólnodostępnych informacji publikowanych przez PKN
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
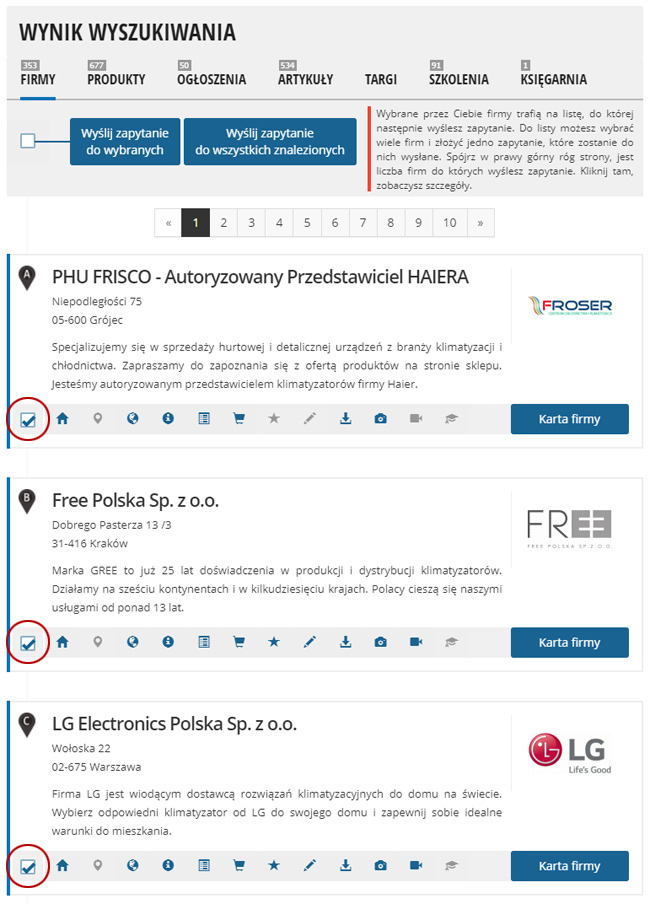
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
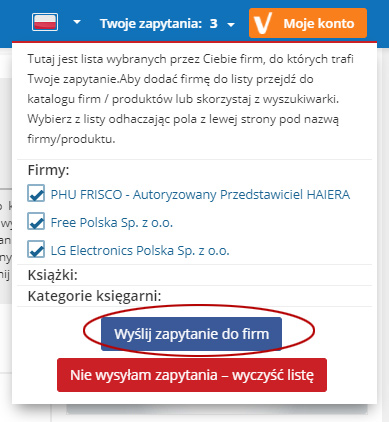
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
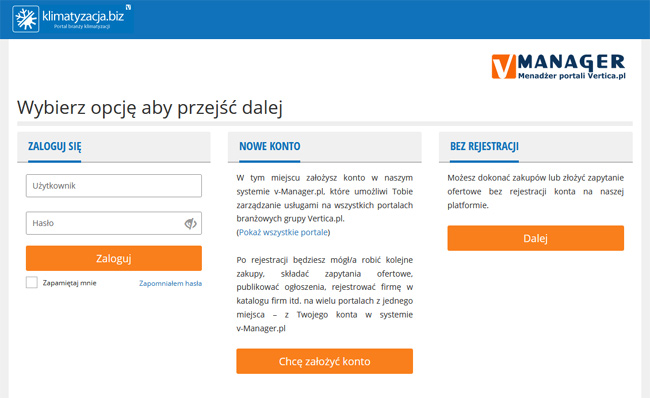
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
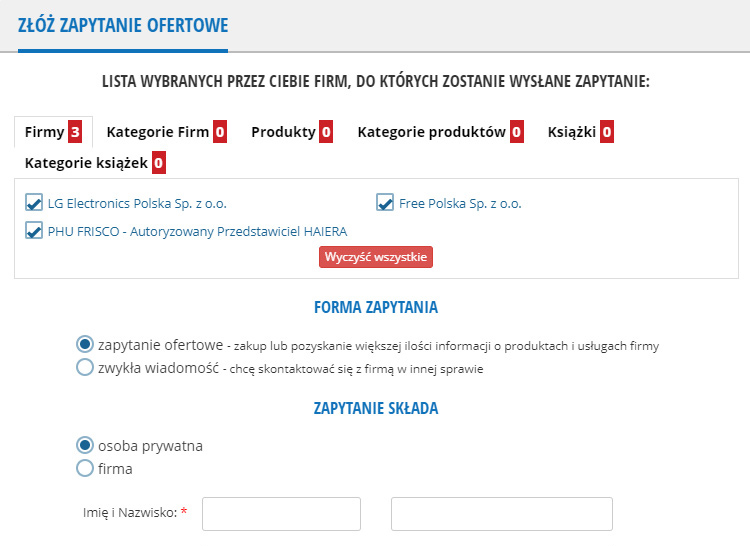
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.








