 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
To kategoria obejmująca usługi precyzyjnego kształtowania blach poprzez kontrolowane odkształcenie plastyczne. Dzięki nowoczesnym prasom krawędziowym, giętarkom rolkowym i walcarkom możliwe jest uzyskanie powtarzalnych elementów o wysokiej jakości krawędzi – od prostych zagięć po złożone układy promieni i profili.
Tajęcina 110
36-002
Jasionka
Firma Adamet - Niemet to jeden z największych światowych potentatów w branży metali nieżelaznych.

Dojazdowa 2A
19-300
Ełk
Od ponad dwóch dekad skutecznie realizujemy nawet najbardziej wymagające zamówienia naszych Klientów. Główny zakres naszej działalności stanowi Stalowe Centrum Serwisowe, Centrum Obróbki Metali i Odbiór Złomu.
Widok 11
62-070
Dąbrówka
Stal Expert Polska to firma o profilu produkcyjno-handlowo-usługowym. Jesteśmy dystrybutorem stali nierdzewnych i żaroodpornych, krat pomostowych, blach perforowanych, stopni i szczebli perforowanych, blach dekoracyjnych, blach podestowych,...
Ostatnia 3
41-909
Bytom
Nasza propozycja jest skierowana do przedsiębiorstw działających w branży hutniczej i energetycznej. Oferujemy wyroby ze stali żaroodpornej i kotłowej – rury, blachy, pręty i inne. Zapewniamy najwyższą jakość wyrobów.

Saska 25
30-720
Kraków

Mrozowa 29
31-752
Kraków
3 a 000
64-600
Świerkówki
Brańska 153
17-100
Bielsk Podlaski
Brukowa 26
91-341
Łódź
Strajku Dokerów 17
80-544
Gdańsk
Frezjowa 59
60-175
Poznań
Przemysłowa 3
83-000
Pruszcz Gdański
Gnieźnieńska 38
62-100
Wągrowiec
3 Maja 26
46-320
Praszka
Parkowa 5
42-290
Blachownia
Gięcie blach jest jednym z kluczowych procesów w łańcuchu wytwarzania elementów metalowych. Pozwala szybko i ekonomicznie nadawać kształt arkuszom stali, aluminium oraz stali nierdzewnej bez konieczności spawania czy dodatkowego łączenia. W połączeniu z cięciem (laser, plazma, waterjet) umożliwia produkcję lekkich, wytrzymałych detali do branży budowlanej, maszynowej i motoryzacyjnej.
Promień zależy od gatunku i grubości blachy oraz narzędzia. Zbyt mały promień zwiększa ryzyko pęknięć i śladów.
Tak, prasy CNC z kontrolą kąta i pomiarem kompensują sprężynowanie i dają stabilne wyniki w seriach.
Można, ale zaleca się gięcie przed wykończeniem – ogranicza to ryzyko mikropęknięć i zarysowań powłok.
Terminy zależą od złożoności elementu, ilości i dostępności narzędzi; proste zlecenia prototypowe mogą być realizowane w dniach, serie w tygodniach.
Maksymalna grubość zależy od mocy prasy i długości gięcia; typowo prasy obsługują od kilkuset mikrometrów do kilkunastu milimetrów stali, ale warto potwierdzić parametry u wykonawcy.
Stosuje się korekcję kąta w programie CNC, odpowiedni dobór promienia i narzędzi oraz testowe dogięcia; pomiary i korekty pozwalają osiągnąć wymagane tolerancje.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
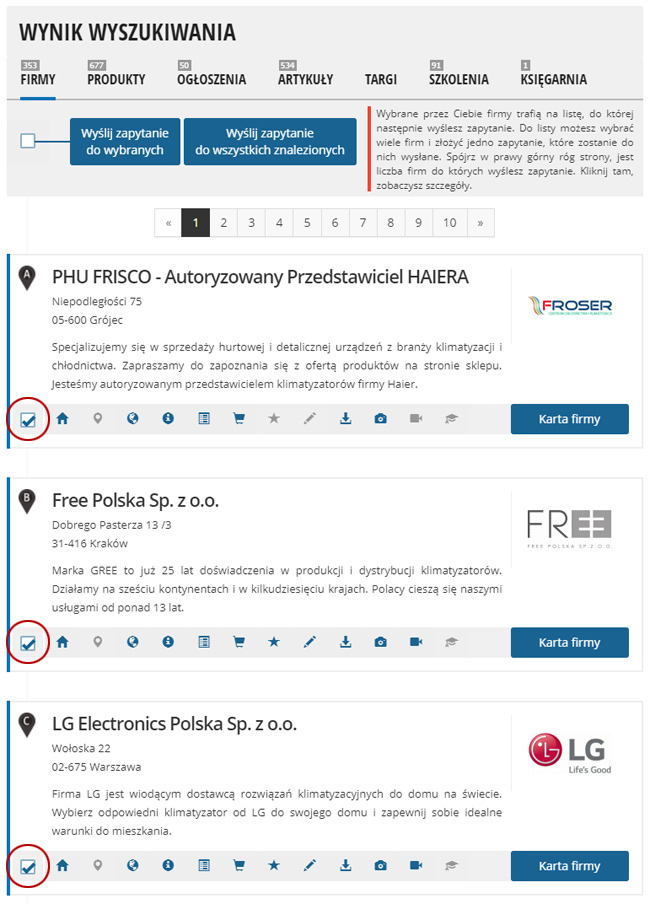
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
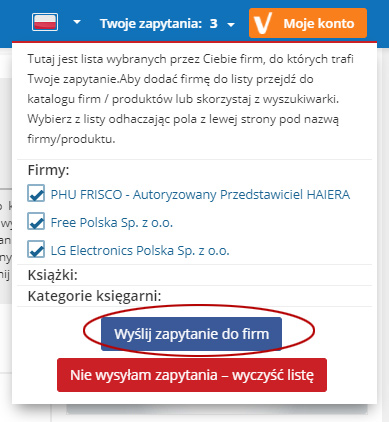
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
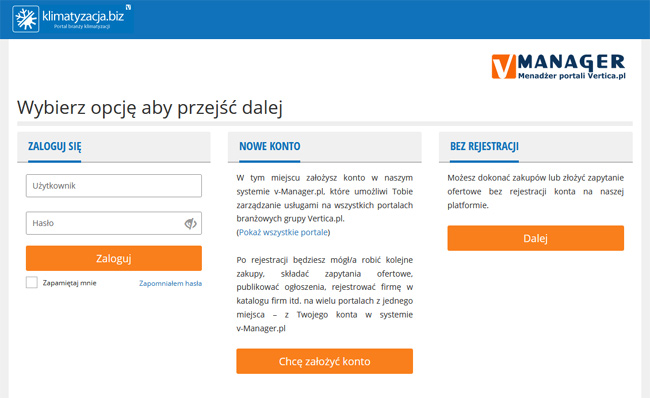
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
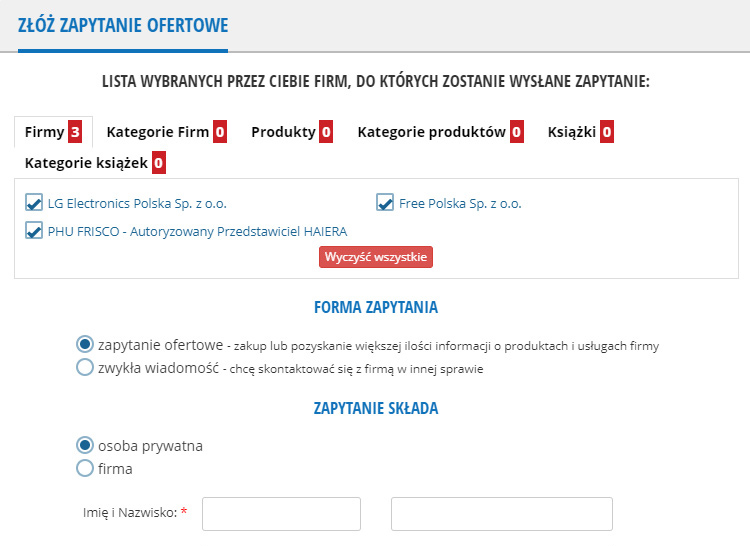
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.


