 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Cięcie gilotynowe to precyzyjna metoda oddzielania arkuszy blachy przy użyciu gilotyny hydraulicznej lub mechanicznej. W tej kategorii znajdziesz usługi i maszyny do cięcia arkuszy stalowych, ocynkowanych, nierdzewnych oraz aluminium na wymiar — gotowe komponenty do dalszej obróbki lub produkcji. Cięcie gilotynowe jest szybkie, ekonomiczne i sprawdza się przy dużych seriach, gdy zależy nam na równej krawędzi i powtarzalności wymiarów. Skorzystasz z ofert przedsiębiorstw wykonujących cięcie na wymiar, sprzedaży gilotyn, serwisu i części zamiennych oraz doradztwa technicznego dostosowanego do parametrów materiałów i zamówienia.

Laser:Zakres cięcia 2500x4000 mmGrubość ciętego (wypalanego) elementu:Stal konstrukcyjna 0.5-25 mmStal nierdzewna - 0.5-20 mmAluminium - 0.5-12 mmGilotyna:Blachy o grubości do 13 mm.Długość cięcia do 3000 mmWypalanie i cięcie metalu:plazmą - grubość materiału do 40 mm - gabaryty do 6000x12000 mm gaz...

Cięcie gilotyną
Cięcie gilotynowe to podstawowa technologia w przemyśle obróbki blach, wykorzystywana wszędzie tam, gdzie wymagane jest szybkie i powtarzalne uzyskanie elementów o prostych kształtach. Metoda ta polega na jednym lub kilku pocięciach noża gilotyny względem stołu i jest szczególnie efektywna dla arkuszy o prostych wymiarach i dużych seriach produkcyjnych. Dla producentów i warsztatów cięcie gilotynowe oznacza niższe koszty jednostkowe, krótszy czas realizacji oraz mniejsze straty materiałowe w porównaniu z niektórymi technologiami wypalania.
W kategorii „Cięcie gilotynowe” znajdują się zarówno usługi jak i urządzenia oraz akcesoria wspierające proces cięcia. Poniżej przykładowe grupy ofertowe:
Wybierając usługę lub maszynę do cięcia gilotynowego zwróć uwagę na grubość i rodzaj materiału, maksymalną długość cięcia oraz tolerancje wymiarowe, które możesz uzyskać. Ważne są parametry maszyny: siła cięcia, długość ostrza, stan techniczny noży oraz dostępność serwisu i szybkiej wymiany elementów eksploatacyjnych. Równie istotne jest doświadczenie wykonawcy w pracy z danym gatunkiem blachy (np. stal nierdzewna wymaga innych ustawień niż blacha ocynkowana) oraz możliwości dodatkowych usług logistycznych i kontroli jakości.
Implementacja cięcia gilotynowego w procesie produkcyjnym daje wymierne korzyści: szybsze przygotowanie arkuszy pod dalsze procesy, ograniczenie kosztów materiałowych dzięki precyzyjnemu cięciu na wymiar i mniejszej ilości odpadów oraz zwiększenie powtarzalności elementów w seriach. Outsourcing usług cięcia gilotynowego pozwala firmom na elastyczne skalowanie produkcji bez konieczności inwestycji w drogi park maszynowy. Dobre dopasowanie parametrów cięcia skraca czas przygotowania produkcji i minimalizuje przestoje związane z korektami wymiarów.
Cięcie gilotynowe znajduje zastosowanie w wielu branżach przemysłowych. Poniżej przykłady typowych scenariuszy wykorzystania:
Standardowe gilotyny przemysłowe radzą sobie z blachami o grubości od kilku dziesiątych milimetra do kilku milimetrów (często do około 6–10 mm dla stali). Maksymalna grubość zależy od siły maszyny i rodzaju materiału — dla grubych gatunków stalowych mogą być potrzebne specjalistyczne gilotyny lub alternatywne metody cięcia.
Tolerancje zależą od maszyny, stanu noży i parametrów materiału; typowo mieszczą się w zakresie ±0,5–2 mm dla prostych cięć. Precyzyjne gilotyny CNC i dobre praktyki eksploatacyjne pozwalają uzyskać mniejsze odchyłki.
Przy nieprawidłowym ustawieniu maszyny lub przy cięciu cienkich arkuszy mogą wystąpić lekkie odkształcenia krawędzi. Odpowiednie podparcie arkusza, dobór noży i regulacja siły skrawania minimalizują ryzyko.
Przygotuj dokładne wymiary gotowych arkuszy, rodzaj i grubość materiału, tolerancje, ilość sztuk oraz preferowany sposób pakowania. Dołącz rysunki techniczne lub wykaz formatów, aby wykonawca mógł szybko oszacować koszty i czas realizacji.
Tak, gilotyny tną blachy ocynkowane i nierdzewne, jednak materiał ten może wymagać ostrzejszych ustawień i częstszej wymiany noży z powodu większego zużycia. Przy nierdzewnej stali ważne jest także zabezpieczenie krawędzi przed korozją po cięciu.
Częstotliwość ostrzenia zależy od intensywności pracy i rodzaju ciętego materiału; przy pracy z twardymi lub powlekanymi blachami ostrzenie może być konieczne częściej (np. co kilkaset godzin pracy). Regularne kontrole stanu noży i planowe przeglądy serwisowe przedłużają ich żywotność.
Wiele firm z katalogu oferuje dodatkowe usługi logistyczne: pakowanie arkuszy, paletowanie i dostawę do klienta. Warto ustalić szczegóły i koszty przy składaniu zamówienia.
Dla skomplikowanych konturów lepsze będą technologie takie jak cięcie laserowe, plazmowe lub wodne, które umożliwiają precyzyjne wycinanie kształtów i otworów o złożonej geometrii.
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
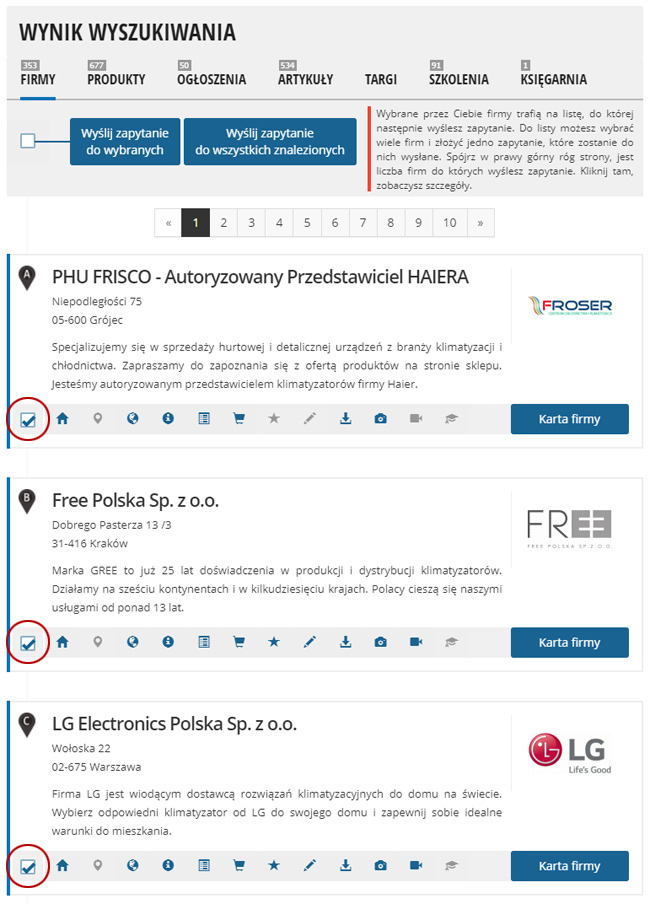
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
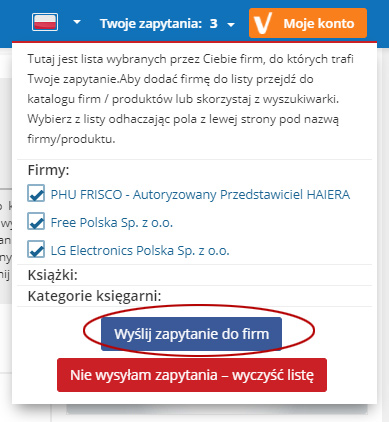
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
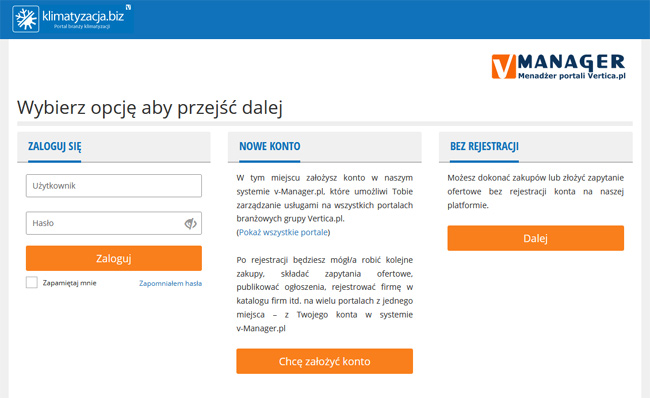
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
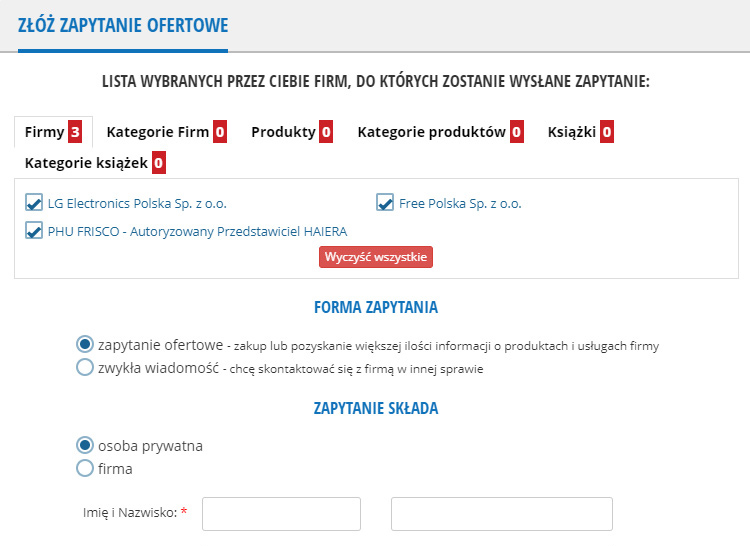
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.


